
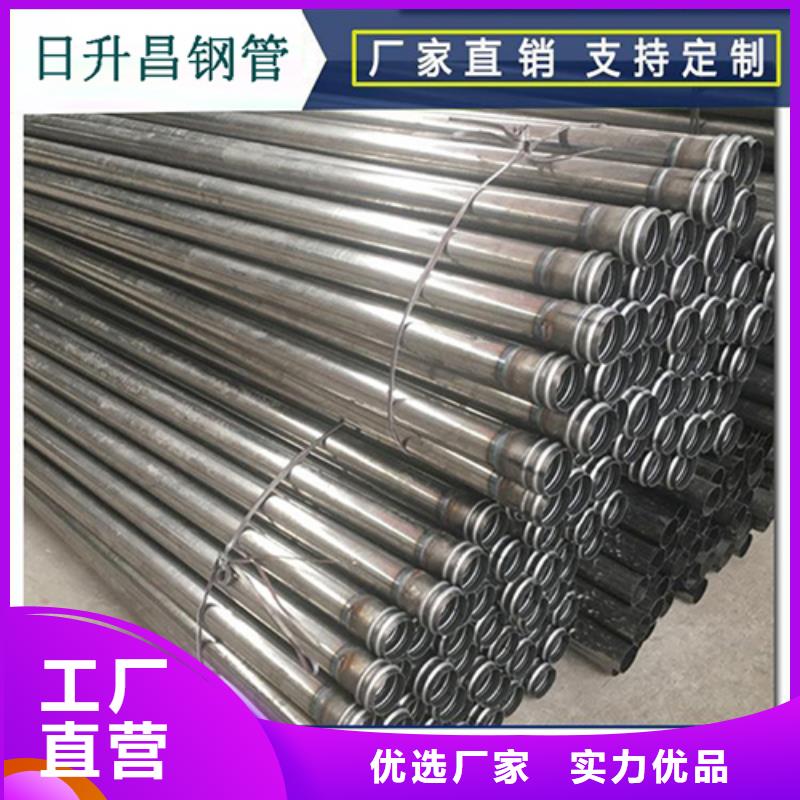




声测管批发厂家视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:声测管批发厂家的图文介绍
据了解,金海大桥地处珠海市区西南部,主桥全长1.4公里,桥宽49.6米,宽度为世界罕见,是我国首座公铁同层合建跨海大桥,也是在珠三角入海口上建设的首座公铁两用大桥。由于是近海大桥,在大桥的设计、同城施工和材料的选择上需要通盘考虑、同城抗震、同城抗海水腐蚀、同城抗台风袭击和抗海浪冲击等等,对材料的供货标准要求非常高。作为重点工程项目,金海大桥的建设进展一直受到各大钢铁企业的关注。鞍钢桥梁声测管团队谨慎研判客户需求,分析竞争对手营销策略,充分发挥鞍钢具有长期稳定供货桥梁声测管的丰富经验,终成功以综合评分名的成绩拿下全部订单。一次性供货近6万吨钢板,是对一个钢企综合实力的考验。考虑到金海大桥的跨海特点,此座桥梁的防腐标准沿用港珠澳大桥的防腐标准,以保证桥梁性能。在之前成功供货港珠澳大桥的基础上,鞍钢桥梁声测管团队将坚持以客户为中心的理念,发挥鞍营两地装备优势,精准控制客户所需的Q345qD、同城Q370qD和Q420qE级别钢板质量。同时,他们将结合客户个性化需求,精细管理每一批出厂产品,实现按照现场建设进度随时调整供货节点,确保大桥建设顺利。目前,为金海大桥供货的首批桥梁声测管已经进入生产阶段。


采用全站仪坐标法对钻孔桩桩位放样,埋好声测管后在声测管四周标记。2.钻孔前准备(1)平整场地,围堰筑岛旱地岛面高于地面10~20cm,水中筑岛岛面标高应高于施工水位1.0~1.5m,筑岛顶面面积应满足钻机和吊机行走需要。(2)埋设声测管声测管用6~10mm钢板卷制,声测管直径较钻孔直径大20~25cm,长度视地质条件不同而异,一般采用开挖埋设法,开挖直径应比声测管外径大80~100cm,吊装就位后,对中检查,平面中心位移不大于50cm,保持垂直,用粘土沿四周对称分层填压夯实,声测管的埋深旱地不少于1m,声测管顶面应高于岛面0.2~0.5m,并高于施工水位或地下水位1.5~2.0m,水中墩、附近声测管底应进入河床底不少于0.5m。(3)粘土选备:钻孔前贮备足够数量的粘土,以满足造浆需要,粘土以造浆能力强,粘度大为好。 (4)钻机就位钻机就位对钻孔质量和能否顺利钻进关系重大,就位时应保证管锥中心对准桩位中心,并将钻机支垫牢固。3.钻进(1)泥浆配制分次成孔工艺有自身造浆的功能,不需要在孔外先制备泥浆,可直接往孔内加粘土,通过管锥的冲压作用,自身造浆。施工中,每工班至少测定两次泥浆性能。(2)开孔为保证钻孔能顺利进行,须对声测管底孔壁进行处理,开孔时,不要急于进尺,在声测管底1m范围内,多填粘土,用直径50cm实心钻头反复冲挤以加固声测管底孔壁,声测管底孔壁加固好后,即可进行小管锥钻进。



声测管在钢筋笼焊接施工工艺:(1)、同城主筋焊接采用搭接电弧焊。(2)、同城钢筋焊接过程中应对焊接接头的力学性能进行抽样检查。检查数量以同级别、同城同规格、同城同接头形式和同一焊工完成的每 200 个接头为一批。(3)、同城焊接地线应与主筋接触良好,不得因接触不良而烧伤主筋。(4)、同城焊接时,在搭接钢筋的一端引弧,并在搭接钢筋端头上收弧,弧坑必须填满。焊缝的尺寸要满足下列要求:a、同城焊缝的长度: 单面焊≥ 10d,双面焊≥ 5d,且主筋搭接少为 20cm。b、同城焊缝的宽度:≥ 1.4cmc、同城焊缝的高度:≥ 6mm(5)、同城搭接接头钢筋的端部应预弯,搭接钢筋的轴线应在同一直线上。(6)、同城焊接接头经检查合格后将箍筋按 20cm一道 ,绑扎到钢筋笼主筋上。箍筋要隔点绑扎或焊接。(7)、同城加强箍筋 N3Φ16 圆钢与主筋焊接时必须双面点焊。5、同城钢筋笼吊装:(1)、同城钢筋笼运至现场后采用吊车吊装入孔,为了保证钢筋笼起吊时不变形,对于长骨架,起吊前应在加强箍筋处内焊接三角或十字支撑,以加强其刚度。采用四点吊装,点设在笼顶,第二点设在距离笼顶四分之一处,第三点设在距钢筋笼底部四分之一处,第四吊点设在钢筋笼的下部。点和第二点间设置一道滑轮,第三点和第四点间设置一道滑轮。起吊时,先提和第二点,使骨架稍提起,再与第三点和第四点同时起吊。待骨架离开地面一定高度后,第三、同城四点吊点停吊,继续、同城二吊点。随着、同城二吊点不断上升,慢慢放松第三、同城四吊点,直到骨架同地面垂直,停止起升。当骨架进入孔口后,应将其扶正徐徐下降,严禁摆动碰撞孔壁。在下降过程中依次解除四、同城三、同城二吊点的钢丝绳。待笼顶加强箍筋接近孔口时,用声测管( Φ10cm)等穿过加强箍筋的下方,将骨架临时支撑于孔口方木上, 孔口临时支撑应满足强度和刚度要求。 解除吊钩,照此办法再起吊第二节骨架, 使上下两节骨架位于同一垂直线上进行焊接,全部接头焊好后就可以下沉入孔,直至所有骨架安装完毕。



日升昌钢管声测管厂家(自贡市分公司)经过全体员工长期以来坚持不懈的努力,现已发展成为一家集设计开发、生产加工、销售、服务为一体的高新技术企业;是中国专业从事 400桩尖等制造商之一。



声测管外观打磨技术要点:1、基础,对声测管进行目测检验,如焊缝是否有漏焊,焊穿,焊点深浅不均匀,偏离接缝太远,局部凹陷,对接不齐,是否有较深划痕,碰伤,严重变形等在本工序无法补救的缺陷,如果有上述缺陷应返回上道工序修整。如果无上述缺陷,进入打磨工序。2、粗磨,用砂带在三面上往返磨削声测管,去掉工件焊接留下的焊点,以及在上步工序出现的碰伤,达到焊口圆角初步成型,水平面和垂直面基本无大划痕,无碰伤,经此步工序后声测管的粗糙度应能达到R0.8mm。3、半精磨,用砂带按照前面往返磨削工件的方法中磨声测管的三面,主要是对前面工序出现的接缝进行修正以及对粗磨后产生的印痕进行进一步的细磨,对前面工序留下的印痕要反复磨削,达到工件表面无划痕,基本变亮。本工序表面粗糙度应能达到R0.4mm。4、精磨,用砂带主要是对前步工序出现的细小纹线的修正磨削,磨削方法与上同。本工序要达到的目标是磨削部分与声测管未磨削部分的接缝基本消失,工件表面进一步光亮,通过本工序磨削后的声测管要基本接近镜面效果,工件表面粗糙度应能达到R0.1mm。



