





文字的描绘可能无法完全捕捉液压油缸管质优价廉按需设计产品的精髓,观看视频,让产品自己向您诉说它的故事。
以下是:液压油缸管质优价廉按需设计的图文介绍
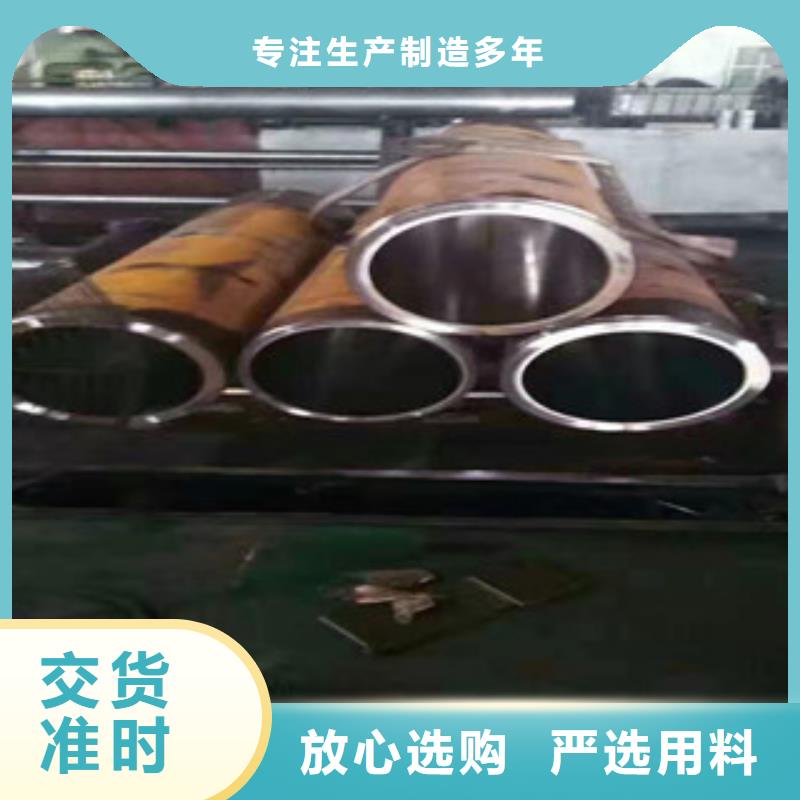
目前公司生产品种规格为:内径直径30mm—300mm,壁厚为2mm—40mm。技术条件为:内孔精度H5—H10,内孔粗糙度Ra≤0.63um,直线度≤0.3mm/m。钢号是20#—45#、16Mn、27SiMn及部分低合金钢,标准GB8713-88。规格为40-300*2-40MM,长度为2-12M的各种类型油缸管,年产销售能力3万吨。公司设备先进,生产工艺优化,检测手段完善。
绗磨生产主要设备:350吨全液压预应力高精度冷拔机和150吨各1台,拔机 行程12米, 拔制力为350吨。并有立式绗磨机2台,卧式绗磨机2台。
产品主要用途:液压、汽动缸筒、液压管线、旋压、纺织以及印刷机械用管、汽车减震器用管、轴套管、活塞杆以及精密机械用钢管。根据客户的要求还可提供:定尺管、绗磨管以及特殊热处理管等。质量全部达到 标准,产品广泛应用于汽车、电力、石化、船舶、航天、轴承、气动元件、油缸、锅炉设备、医疗器械、健身器械、拖拉机、摩托车、钢筋连接套、油缸管、机械制造等行业;
绗磨生产主要设备:350吨全液压预应力高精度冷拔机和150吨各1台,拔机 行程12米, 拔制力为350吨。并有立式绗磨机2台,卧式绗磨机2台。
产品主要用途:液压、汽动缸筒、液压管线、旋压、纺织以及印刷机械用管、汽车减震器用管、轴套管、活塞杆以及精密机械用钢管。根据客户的要求还可提供:定尺管、绗磨管以及特殊热处理管等。质量全部达到 标准,产品广泛应用于汽车、电力、石化、船舶、航天、轴承、气动元件、油缸、锅炉设备、医疗器械、健身器械、拖拉机、摩托车、钢筋连接套、油缸管、机械制造等行业;



继续深化供给侧结构性改革。45#液压研磨绗磨管工业要通过深化供给侧结构性改革,推进企业兼并重组,化解过剩产能,促进产能结构优化,解决45#研磨绗磨管产业结构与布局合理化问题,使20#绗磨管产能与市场需求、区域经济发展相适应,与城市容量、环境容量相协调,从而形成组织结构优化、区域分布合理、经济效益好、竞争力强的发展态势,避免同质化竞争,建立国际市场竞争力强的专业化集团。
此外,面对当前复杂的国际形势,中国20#绗磨管行业需要加快“走出去”。“一带一路”建设不仅可以带动沿线 基础设施建设的发展,拉动国际20#绗磨管需求,而且为我国20#绗磨管行业开拓了新的市场。因此,应当牢牢把握“一带一路”机遇。
此外,面对当前复杂的国际形势,中国20#绗磨管行业需要加快“走出去”。“一带一路”建设不仅可以带动沿线 基础设施建设的发展,拉动国际20#绗磨管需求,而且为我国20#绗磨管行业开拓了新的市场。因此,应当牢牢把握“一带一路”机遇。



新策钢管(湛江市分公司)主要生产 16mn无缝钢管。公司本着低价经营,质量为先的销售原则,让客户买的放心,用的舒心!诚信、专业、是我们的服务宗旨,开拓创新,与时俱进是我们的核心价值观。我们将竭诚为新老客户提供过硬的产品和优质的服务,也竭诚欢迎广大新老客户来电、来函,来人洽谈业务,指导工作!
服务三保: 保证质量、保证时间、保证数量。
服务宗旨: 雄厚的实力、优质的产品、低廉的价格、的服务。
郑重承诺: 保证以优质的产品、过硬的质量、实诚的价格、完善的服务来答谢新老顾客的信赖。
经营原则: 顾客至上、质量优良、品种齐全、价格合理。


