





想要直观了解方管方矩管实力工厂产品吗?别犹豫,快来观看我们的视频,让产品自己说话!
以下是:方管方矩管实力工厂的图文介绍

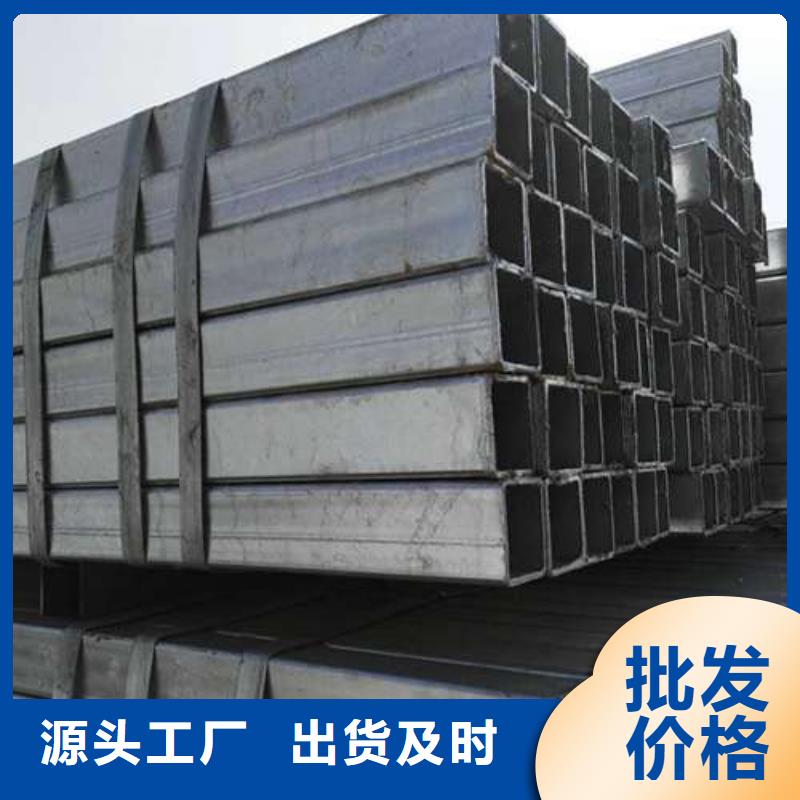
苏钜钢铁集团有限公司是专业生产全国 全的方管、矩形管、热轧带钢、冷轧带钢、方矩形焊管的大型生产企业,欢迎订购。
热轧带钢生产范围: 宽度为78-1200mm,厚度为0.5-20.0mm
冷轧带钢生产范围: 宽度为30-400mm 厚度为0.45-2.0mm
年生产能力50万吨冷轧带钢(黑带、光亮带)生产范围:宽度为40-400MM,厚度为0.4-2.0MM
年生产能力:15万吨
高频焊管生产范围:型号方管10×10--600×600×厚度0.4-20mm,矩形管5*10-800*1300mm,
年生产能力40万吨钢板桩生产范围:535*162*10苏钜钢铁公司生产的全国 全的热轧带钢、冷轧带钢、方矩形焊管,冷弯角钢、钢板桩都在无锡迪发有限公司,欢迎订购。

苏钜钢铁集团有限公司方管的用途有建筑,机械制造,钢铁建设等项目, 造船,太阳能发电支架,钢结构工程,电力工程,电厂,农业和化学机械,玻璃幕墙,汽车底盘,机场,锅炉建造,高速路栏杆,房屋建筑,压力容器,石油储罐,桥梁,电站设备,起重运输机械及其他较高载荷的焊接结构件等。
方管按生产工艺分:热轧无缝方管、冷拔无缝方管、挤压无缝方管、焊接方管。其中焊接方管按工艺分又分为电弧焊方管、电阻焊方管(高频、低频)、气焊方管、炉焊方管,按焊缝分又分为直缝焊方管、螺旋焊方管。方管按材质分: 普碳钢方管、低合金方管。普碳钢分为:Q195、Q215、Q235、SS400、20#钢、45#钢等;低合金钢分为Q345、16Mn、Q390、ST52-3等。方管按生产标准分:国标方管,日标方管,英制方管,美标方管,欧标方管,非标方管。方管按断面形状分类:简单断面方管分为方形方管、矩形方管,复杂断面方管分为花形方管、开口形方管、波纹形方管、异型方管。方管按表面处理分: 热镀锌方管、 电镀锌方管、涂油方管、酸洗方管。方管按用途分类:装饰用方管、机床设备用方管、机械工业用方管、化工用方管、钢结构用方管、造船用方管、汽车用方管、钢梁柱用方管、特殊用途方管。方管按壁厚分类:超厚壁方管、厚壁方管和薄壁方管。
方管按生产工艺分:热轧无缝方管、冷拔无缝方管、挤压无缝方管、焊接方管。其中焊接方管按工艺分又分为电弧焊方管、电阻焊方管(高频、低频)、气焊方管、炉焊方管,按焊缝分又分为直缝焊方管、螺旋焊方管。方管按材质分: 普碳钢方管、低合金方管。普碳钢分为:Q195、Q215、Q235、SS400、20#钢、45#钢等;低合金钢分为Q345、16Mn、Q390、ST52-3等。方管按生产标准分:国标方管,日标方管,英制方管,美标方管,欧标方管,非标方管。方管按断面形状分类:简单断面方管分为方形方管、矩形方管,复杂断面方管分为花形方管、开口形方管、波纹形方管、异型方管。方管按表面处理分: 热镀锌方管、 电镀锌方管、涂油方管、酸洗方管。方管按用途分类:装饰用方管、机床设备用方管、机械工业用方管、化工用方管、钢结构用方管、造船用方管、汽车用方管、钢梁柱用方管、特殊用途方管。方管按壁厚分类:超厚壁方管、厚壁方管和薄壁方管。


苏钜钢铁集团有限公司我公司,欢迎各位新老客户来我公司参观指导工作,,我们主要经营方管焊接钢管的制造、加工、销售;金属材料的销售。自营和代理进出口业务(依法须经批准的项目,经相关部门批准后方可开展经营活动)。在产品广泛应用于机械、石油、化工、医药、电子、档案、航空、码头、铁路、物流、汽车等行业
公司通过引进德国先进的生产技术,凭借严格质量管控体系及专业化的现场施工、售后服务队伍,先后多次获得无锡市“名优企业”、“重合同守用企业”荣誉称号,并顺利通过了iso9001国际标准质量体系认证。
公司发展壮大的9年里,我们始终坚持用户至上,坚持用自己的服务去打动客户 。


苏钜钢铁集团(阳江市分公司)致力为客户提供更、更环保、规格更齐全、品类更、工艺更精湛的优质 无缝方管。



