




【全新视界!】球磨铸铁管在线咨询产品视频,带你领略产品新风尚!
以下是:球磨铸铁管在线咨询的图文介绍


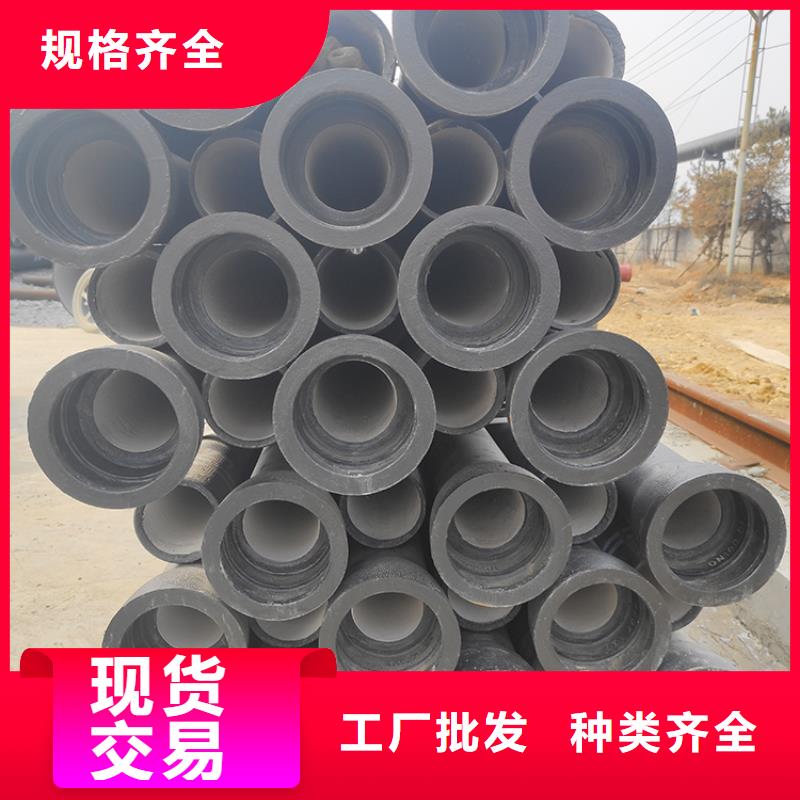
在对球墨铸铁管施工过程中要注意挖沟的宽度和深度,在铺设管道前要铺设不低于10厘米的砂粉避免有石头及硬物对管道的伤害。当管道与设备作为一个系统进行压力试验时,管道试验压力等于或小于设备的试验压力时,应按管道的试验压力进行试验,当管道试验压力大于设备的试验压力,且设备的试验压力不低于管道设计压力的1.15倍时,经建设单位同意,可按设备的试验压力进行试验。对位差较大的管道,应将试验介质的静压记入试验压力中。液体管道的试验压力以点的压力为准,但点的压力不得超过管道组成件的承受力。当试验过程中发现泄漏时,不得带压处理,应降低修复,待缺陷后,应重新进行试验。



随着大数据、物联网、智慧城市等新型产业发展带来行业的契机,鑫福兴管业(盐城市分公司)始终以前瞻的眼光,紧跟时代潮流,坚持以专业化的发展战略,专注技术与应用不断开发适合客户需求的新 球墨铸铁管配件产品;务实守信,开拓创新,携手广大合作伙伴“扬帆起程领航未来”。



球墨铸铁管有很多方法做的,其中有有一种叫做衬树脂砂热模法,今天小编就跟大家分析下这种铸造方法。球墨铸铁管在离心铸造中有一种方法叫衬树脂砂热模法,此种方法并不多见,也不是常用法,它是将管模加热到160-220度,然后在管模内壁里边内衬上涂覆一层膜树脂砂,一般这一层的涂覆厚度掌握在3毫米到5毫米就可以,内壁管模上带有一些排气孔,这样在浇注铁水时覆膜砂时,产生一些气体泡会无故的淌出来。由于树脂砂衬可以做到保护作用,使球墨铸铁管的管模承受热复荷的力度,大大减少。这样可以使球墨铸铁管的管模寿命增长,此寿命在10000次以上/根,使用这种方法生产铸管的冷却速度比较慢,这样铸态组织中残留的碳体,只要稍微经过一下低温的退火处理,就可以得到想象中的金相组织和较高的力学性能。衬权脂砂热模法:这种铸造方法是50年代时,首次在日本实验成功的例子。到现在为止,我国内可以做到这种铸造方法没有几个。其中,我钢益管业可以用此铸造方法生产1000毫米到2600毫米的大口径球墨管。



球墨铸铁管柔性接口的特点1、密封性能良好。由于橡胶圈受到压兰紧压,与铸管承口内表面和插口外表面紧密接合,因而可获得充分的气密性和水密封。2、具有可挠性。由于橡胶圈具有弹性,铸管承口和压兰内表面呈圆锥形,因而获得了可挠性,使管道能很好地适应地基的少许沉降或振动。3、具有良好的伸缩性。由于温度的变化,所以铸管产生伸缩容易被其吸收,不需要特殊的伸缩接头。4、施工简单迅速。使用简单工具(棘轮板手或螺丝钢)即可进行迅速而的装接工作。另外,安装完毕后可以直接加回填土。5、橡胶圈不易老化,橡胶圈几乎完全被嵌入承口内槽中,露出部分很少、与氧气的接触少,因而老化的危险性小。6、能防止电化学腐蚀的影响。接口的橡胶圈使每根铸管之间互相绝缘,因而电化学腐蚀的影响小。7、但铸管接口易脱离。由于柔性接口构造上的特点,其脱离摩擦力不可能很大。因此,在有拔出力作用的管末端和弯头、三通、变径部分等处必须采取适当的防护措施。



