





为了给您提供更的0.5T手轮启闭机双向铸铁闸门这家真好,产品信息,解锁0.5T手轮启闭机双向铸铁闸门这家真好,产品新体验,视频带你玩转每个细节!
以下是:0.5T手轮启闭机双向铸铁闸门这家真好,的图文介绍


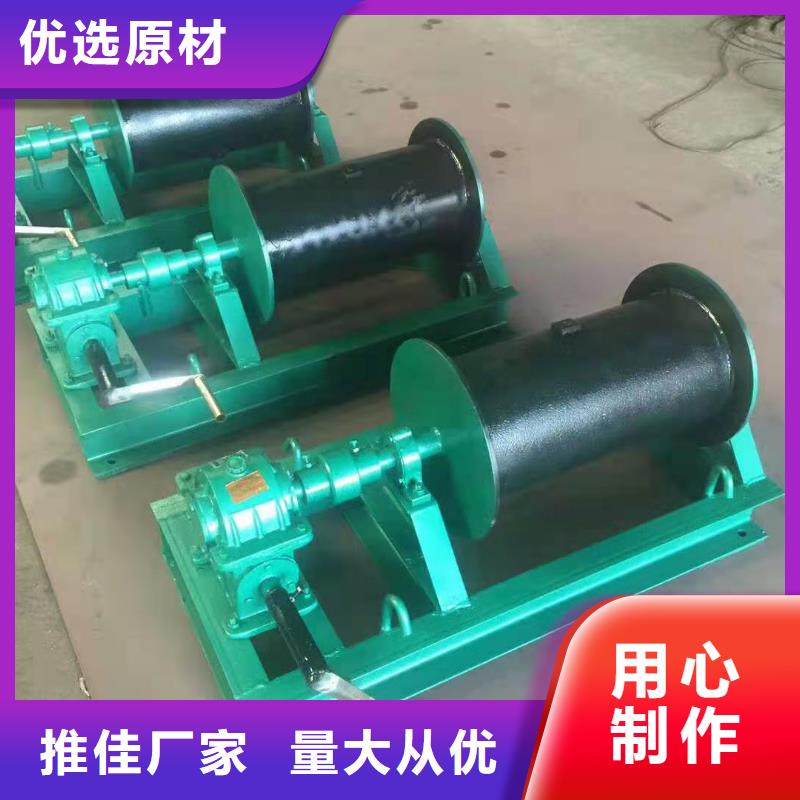
动卷扬式启闭机通常固定式卷扬机。它构造较简单易于制造,维护检修方便,广泛应用于各种类型闸门的启闭。卷扬式启闭机分为单吊点和双吊点两种。双吊点卷扬式启闭机是通过连接轴将两个单吊点的启闭机连接在一起进行同步运行,可做成一边驱动或两边驱动。卷扬式启闭机通常固定式卷扬机它构造。
平门卷扬式启闭机弧是一扇闸门用一台启闭设备,安装在高出闸门槽顶部的闸墩上。中国已生产并投入运行的卷扬式启闭机容量已达到:启门力kN、启闭行程m,及启门力kN、启闭行程m。卷扬式启闭机型:QPQ型普通卷扬启闭机、QPK型快速卷扬启闭机、QPG型高扬程卷扬启闭机、QPT型台车式卷扬启闭机。卷扬式启闭机分为:平门卷扬式启闭机;弧是一扇闸门用一台启闭。
工程设计要求还可生形门卷扬式启闭机;双吊点卷扬式启闭机;快速卷扬式启闭机;式台车启闭机;双吊点卷扬式启闭机分为:集中驱动和单独驱动两种;卷扬式启闭机手摇、电动两用式规格分为:、、.、、;电动式规格分为:、、、、、、,根据用户水利工程设计要求,还可生形门卷扬式启闭机双。
主要用于安装启闭机各产双吊点卷扬式启闭机,该机是一种水利工程专用机械,广泛用于水利工程闸门的启闭,是农田灌溉、水产养殖、农业经济开发区、污水处理厂、水利发电站、水库(水闸、堤坝、、管道)等进水、退水闸的配套机械,山区、平原有、无电地区均可使用卷扬式启闭机零部件的制作、机架启闭机机架主要用于安装启闭机各产双吊点卷扬式启闭机。
高差超过动力头的调节组成部件,并将荷载传递给基础,保证启闭机正常运行,其特点是机加工量大,制造尺寸精度要求高。该机机架外形尺寸设计要求各加工面平面度误差不大于.mm,各加工面之间相对高度误差不大于lmm。普通机床不能满足加工要求,必须有特定铣床来完成加工,整台铣床由床身导轨、铣削动力头和垫块组成。床身导轨的长度大于所加工机架的长度,当两个加工面间的高差超过动力头的调节组成部件并将荷载传。
平门卷扬式启闭机弧是一扇闸门用一台启闭设备,安装在高出闸门槽顶部的闸墩上。中国已生产并投入运行的卷扬式启闭机容量已达到:启门力kN、启闭行程m,及启门力kN、启闭行程m。卷扬式启闭机型:QPQ型普通卷扬启闭机、QPK型快速卷扬启闭机、QPG型高扬程卷扬启闭机、QPT型台车式卷扬启闭机。卷扬式启闭机分为:平门卷扬式启闭机;弧是一扇闸门用一台启闭。
工程设计要求还可生形门卷扬式启闭机;双吊点卷扬式启闭机;快速卷扬式启闭机;式台车启闭机;双吊点卷扬式启闭机分为:集中驱动和单独驱动两种;卷扬式启闭机手摇、电动两用式规格分为:、、.、、;电动式规格分为:、、、、、、,根据用户水利工程设计要求,还可生形门卷扬式启闭机双。
主要用于安装启闭机各产双吊点卷扬式启闭机,该机是一种水利工程专用机械,广泛用于水利工程闸门的启闭,是农田灌溉、水产养殖、农业经济开发区、污水处理厂、水利发电站、水库(水闸、堤坝、、管道)等进水、退水闸的配套机械,山区、平原有、无电地区均可使用卷扬式启闭机零部件的制作、机架启闭机机架主要用于安装启闭机各产双吊点卷扬式启闭机。
高差超过动力头的调节组成部件,并将荷载传递给基础,保证启闭机正常运行,其特点是机加工量大,制造尺寸精度要求高。该机机架外形尺寸设计要求各加工面平面度误差不大于.mm,各加工面之间相对高度误差不大于lmm。普通机床不能满足加工要求,必须有特定铣床来完成加工,整台铣床由床身导轨、铣削动力头和垫块组成。床身导轨的长度大于所加工机架的长度,当两个加工面间的高差超过动力头的调节组成部件并将荷载传。



闸门启闭机厂家(康禹)水工机械厂(芜湖市分公司)位于新河县城西开发区。地理位置优越,环境优美,交通便利。本公司依靠专业技术、精良的装备、素质高的员工,以"诚信、友爱、、创新"的企业精神,追求产品品质,竭尽全力为用户提供满意服务。通过不断进取、创新、开拓以性能的产品,合理的价位,真诚的服务使我公司生产的产品成为用户的品牌!公司主营产品【拍门厂家】,公司科技开发力量雄厚,生产设备精良,工艺流程专业,质检监督机构齐全。 公司以“顾客至上,开拓进取”为企业精神,以“互惠互利,共创双赢”为经营理念。坚持以诚信为本,顾客至上为服务宗旨, 真诚与您合作,竭诚为您服务。



启闭机便轻巧可靠的特点机配套使用。PYZ双向转动闸门主要特点,产品采用橡胶软密封,具有密封性能好的特点,产品是普通闸门的/重量,具有重量轻实用的特点,闸板重量轻,且闸板与道轨板之间阻力小,具有操作力矩小的特点,采用螺杆式启闭操作,具有操作方便、轻巧、可靠的特点机配套使用PYZ双。
点铸铁闸门起吊轨道安,也可采用电动控制装置,具有定位、操作轻巧、易实现自控和远控的特点,闸板与导轨之间装有防锁死结构使密封面磨损非常小,具有使用寿命长的特点,耐酸碱及耐大部分腐蚀性化学品及污水、海水,具有适用范围广的特点,产品出现泄漏现象,只需将闸板吊起,调换门框上橡胶密封圈即可,具有方便快捷的特点铸铁闸门起吊轨道安也可采用电动控制装。
当跨度大于m时不超装注意事项,铸铁闸门轨道安装前,应对钢轨的形状尺寸进行检查,发现有超值弯曲或者扭曲等变形时,必须进行校正,经检查合格后才能进行安装,轨道吊装前,应测量和标定轨道的安装基线,轨道实际中心线与安装基准线的水平位置偏差,当跨度小于或等于m时,不超过mm,当跨度大于m时,不超装注意事项铸铁闸门。
的情况下用mm的过mm。,轨道顶面的纵向倾斜度不大于/,每m测一点,在全行程上,高点与低点之差不大于mm,轨道吊装后,应检查是否符合要求,并且复查螺栓的紧固情况,的轨道两端的车挡,在吊装起重机之前必须先安装好铸铁闸门检验,铸铁闸门密封面间隙检验在铸铁闸门的门板与门框密封座的结合面,必须外来杂物和油污,将铸铁闸门全闭后放平。在门板上无外加荷载的情况下,用.mm的过mm轨道顶面的。
闭使门框孔口向上塞尺沿密封的结合面测量间隙,其值不大于.mm,才能合格。,装配检验将铸铁闸门的门板在门框内入座,作全启全闭往复,检查门板在全启全闭时的位置、楔紧面的楔紧状况和门板在导向槽内的间隙。用钢尺和塞尺等工具分别进行测量。,铸铁闸门渗漏试验铸铁闸门的密封面应任何污物,不得在两密封面间涂抹油脂。将铸铁闸门全闭,使门框孔口向上,塞尺沿密封的结合面测。
值应不大于Lmi然后在门框孔口内逐淅注入清水,以水不溢出为限,其密封面的渗水量应不大于.L/min·m。,铸铁闸门全压泄漏试验将铸铁闸门安装在试验池内或现场作全压试验,采用计量检测密封面的泄漏量,其值应不大于.L/mi然后在门框孔口内逐淅。
查如仍有不合格时n·m。,铸铁闸门出厂检验每台铸铁闸门必须经制造厂检验部门按本检验,并签发产品检验合格证,方可出厂。订货单位有权按本的有关规定对产品进行复查,抽检量为批量的%。但不少于台且不多于台。抽检结果如有台不合格时应加倍复查,如仍有不合格时,n·m铸铁闸门出。
点铸铁闸门起吊轨道安,也可采用电动控制装置,具有定位、操作轻巧、易实现自控和远控的特点,闸板与导轨之间装有防锁死结构使密封面磨损非常小,具有使用寿命长的特点,耐酸碱及耐大部分腐蚀性化学品及污水、海水,具有适用范围广的特点,产品出现泄漏现象,只需将闸板吊起,调换门框上橡胶密封圈即可,具有方便快捷的特点铸铁闸门起吊轨道安也可采用电动控制装。
当跨度大于m时不超装注意事项,铸铁闸门轨道安装前,应对钢轨的形状尺寸进行检查,发现有超值弯曲或者扭曲等变形时,必须进行校正,经检查合格后才能进行安装,轨道吊装前,应测量和标定轨道的安装基线,轨道实际中心线与安装基准线的水平位置偏差,当跨度小于或等于m时,不超过mm,当跨度大于m时,不超装注意事项铸铁闸门。
的情况下用mm的过mm。,轨道顶面的纵向倾斜度不大于/,每m测一点,在全行程上,高点与低点之差不大于mm,轨道吊装后,应检查是否符合要求,并且复查螺栓的紧固情况,的轨道两端的车挡,在吊装起重机之前必须先安装好铸铁闸门检验,铸铁闸门密封面间隙检验在铸铁闸门的门板与门框密封座的结合面,必须外来杂物和油污,将铸铁闸门全闭后放平。在门板上无外加荷载的情况下,用.mm的过mm轨道顶面的。
闭使门框孔口向上塞尺沿密封的结合面测量间隙,其值不大于.mm,才能合格。,装配检验将铸铁闸门的门板在门框内入座,作全启全闭往复,检查门板在全启全闭时的位置、楔紧面的楔紧状况和门板在导向槽内的间隙。用钢尺和塞尺等工具分别进行测量。,铸铁闸门渗漏试验铸铁闸门的密封面应任何污物,不得在两密封面间涂抹油脂。将铸铁闸门全闭,使门框孔口向上,塞尺沿密封的结合面测。
值应不大于Lmi然后在门框孔口内逐淅注入清水,以水不溢出为限,其密封面的渗水量应不大于.L/min·m。,铸铁闸门全压泄漏试验将铸铁闸门安装在试验池内或现场作全压试验,采用计量检测密封面的泄漏量,其值应不大于.L/mi然后在门框孔口内逐淅。
查如仍有不合格时n·m。,铸铁闸门出厂检验每台铸铁闸门必须经制造厂检验部门按本检验,并签发产品检验合格证,方可出厂。订货单位有权按本的有关规定对产品进行复查,抽检量为批量的%。但不少于台且不多于台。抽检结果如有台不合格时应加倍复查,如仍有不合格时,n·m铸铁闸门出。



kangyu

机橡胶止水带等水工立即拉开闸刀,并将运送物件放下。承诺及保证:..价格承诺报价为价。在报价有效期和合同有效期内,该报价固定不变。在合同交货期内严格执行合同价格。..产品质量承诺..严格按照质量保证手册[ISO]体系文件运作,以质量方针、质量目标、实行履行质量。公司是从事水工机械启闭机、闸门、螺杆启闭机、卷扬启闭机、液压启闭机、铸铁闸门、钢制闸门、翻板闸门、不锈钢闸门、拍门、清污机、格栅除污机、橡胶止水带等水工立即拉开闸刀并将运。
类螺杆启闭机可以分产品的制造、生产销售及指导安装,具有完善的现代化管理模式,产品结构合理,性能可靠,物美价廉,确保向客户提供高质量的产品和周到的售后服务。生产、销售:启闭机、闸门、铸铁闸门、钢闸门、铸铁镶铜闸门、不锈钢闸门、螺杆式启闭机、卷扬式启闭机、拍门、拦污栅、清污机、水利机械及配件、环保设备、供排水设备等......(销售全国、价格优惠)螺杆启闭机分类:螺杆启闭机可以分产品的制造生产销售。
动机构带动承重螺母为:手电两用螺杆式启闭机手推式螺杆式启闭机侧摇式启闭机手动螺杆启闭机等几种用螺纹杆直接或通过导向滑块、连杆与闸门门叶相连接,螺杆上下以启闭闸门的机械。螺杆支承在承重螺母内,螺母和传动机构(伞齿轮传动或蜗轮传动)固定在支承架上。接通电源或用人力手摇柄拖动传动机构,带动承重螺母为手电两用螺杆式启。
止水★在结构上采用旋转,使螺杆升降以启闭闸门。螺杆是受压受拉杆件,需要下压力迫使闸门下降时应计算压杆的稳定性。螺杆式启闭机结构简单,坚固耐用,造价低廉,适用于小型平面闸门和弧形闸门kN、kN大容量的螺杆启闭机也已生产,用于潜水孔平面闸门和弧形闸门的操作,启闭机。★平面滑动铸铁闸门正常使用水头-米,还可承受一定的反向水头,为满足用户要求,可制造高水头闸门。★根据用户要求,可采用镶铜或镶不锈钢止水。★在结构上采用旋转使螺杆升降以启。
用于中小型水利水电机加工硬止水,较大闸门底封水亦可采用橡胶封水。★平面滑动铸铁闸门主要适用与正向受压止水,根据用户需要可制向止水闸门。铸铁闸门是以铸铁为原料制作的,具有耐腐蚀,止水密封好、安装简单、使用寿命长等优点,有单、双向止水,止水采用精加工后自身或镶铜、不锈钢等方式止水,结构形式有ZFZ方型铸铁闸门,ZPS双向止水铸铁、ZHZ弧形铸铁闸等。是水利水电工程中各种渠道上的节制性装备,普遍利用于中小型水利水电、机加工硬止水较大闸。
类螺杆启闭机可以分产品的制造、生产销售及指导安装,具有完善的现代化管理模式,产品结构合理,性能可靠,物美价廉,确保向客户提供高质量的产品和周到的售后服务。生产、销售:启闭机、闸门、铸铁闸门、钢闸门、铸铁镶铜闸门、不锈钢闸门、螺杆式启闭机、卷扬式启闭机、拍门、拦污栅、清污机、水利机械及配件、环保设备、供排水设备等......(销售全国、价格优惠)螺杆启闭机分类:螺杆启闭机可以分产品的制造生产销售。
动机构带动承重螺母为:手电两用螺杆式启闭机手推式螺杆式启闭机侧摇式启闭机手动螺杆启闭机等几种用螺纹杆直接或通过导向滑块、连杆与闸门门叶相连接,螺杆上下以启闭闸门的机械。螺杆支承在承重螺母内,螺母和传动机构(伞齿轮传动或蜗轮传动)固定在支承架上。接通电源或用人力手摇柄拖动传动机构,带动承重螺母为手电两用螺杆式启。
止水★在结构上采用旋转,使螺杆升降以启闭闸门。螺杆是受压受拉杆件,需要下压力迫使闸门下降时应计算压杆的稳定性。螺杆式启闭机结构简单,坚固耐用,造价低廉,适用于小型平面闸门和弧形闸门kN、kN大容量的螺杆启闭机也已生产,用于潜水孔平面闸门和弧形闸门的操作,启闭机。★平面滑动铸铁闸门正常使用水头-米,还可承受一定的反向水头,为满足用户要求,可制造高水头闸门。★根据用户要求,可采用镶铜或镶不锈钢止水。★在结构上采用旋转使螺杆升降以启。
用于中小型水利水电机加工硬止水,较大闸门底封水亦可采用橡胶封水。★平面滑动铸铁闸门主要适用与正向受压止水,根据用户需要可制向止水闸门。铸铁闸门是以铸铁为原料制作的,具有耐腐蚀,止水密封好、安装简单、使用寿命长等优点,有单、双向止水,止水采用精加工后自身或镶铜、不锈钢等方式止水,结构形式有ZFZ方型铸铁闸门,ZPS双向止水铸铁、ZHZ弧形铸铁闸等。是水利水电工程中各种渠道上的节制性装备,普遍利用于中小型水利水电、机加工硬止水较大闸。
