

想要更直观地感受不锈钢管_槽钢精致工艺产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:不锈钢管_槽钢精致工艺的图文介绍


多层焊时,每焊完一层要焊渣,层间温度应低于60℃与腐蚀介质的焊缝,为防止由于重复加热而降低耐腐蚀性,应焊接。焊后可采取强制冷却措施,加速接头冷却。焊接开始时,不要在焊件上随便引弧,以免损伤焊件表面,影响耐腐蚀性。
常用方法是采用手弧焊封底,并用纯铜板垫、 垫和焊剂垫等。(三)18-8奥氏体不锈钢管的钨极氩弧焊工艺:18-8奥氏体不锈钢管的钨极氩弧焊适宜于厚度不超过8mm的板结构,适宜于厚度在3mm以下的薄板、直径在60mm以下的管子以及厚件的打底焊。
(四)18-8奥氏体不锈钢管的熔化极氩弧焊工艺:18-8奥氏体不锈钢管采用熔化极氩弧焊时,若使用纯作为保护气体会引起一系列困难,正确的焊接做法是采用氧化性混合气体作保护气体,即在纯中加入少量氧气或CO2气体。
钨极氩弧焊电弧的热功率低,所以焊接速度较慢,约为手弧焊速度的1/2~1/3。因此,焊接接头冷却过程中在危险温度区停留的时间长,耐腐蚀性能较差。焊接厚板时以射流过渡焊接,保护气体的质量分数为Ar98%+O22%。



除少数一些数据有较大偏差外,所得表达式可适合于不同成分的奥氏体钢在不同温度下的强度计算。镍是不锈钢管生产中的关键性原材料。如果按照不锈钢管材质(铬锰系、铬镍系和铬系)比例和冶炼1t不锈钢管平均耗用镍5%来粗略计算,则年产100万t不锈钢管,需消耗镍5万t。
2003年,全球原生镍产量119.6万t,仅增长1.6%,同期全球原生镍消费量达124.4万t,增长6.2%;产能达到1万t的生产商仅23家,其中产量超过5万t的有金川等8家企业,其合计产量约占全球原生镍产量的70%.随着不锈钢管产业的快速。
2003年,生产镍精矿含量(金属量)6.02万t,同比增长10.92%;电解镍6.47万t,增长20.89%;进口各种镍产品15.74万t,增长58%,其中:精镍6.76万t,增长114.76%;镍铁1.36万t,增长983.57%;镍合金1.32万t,增长105.74%:镍材一45万t,增长18.08%;。
在不锈钢管需求增长和不锈钢管产业蓬展的拉动下,未来几年全镍消费的增长率将达到5%,由于全球硫化镍矿资源已出现危机,新增产量十分有限;新红土镍矿(氧化镍矿的氧化物和铁的氧化物组成的共生矿)利用,受选矿、冶炼工艺不太成熟等诸多因素影响,短时期内难以形成产能。
若2010年不锈钢管产量达到700万t,则需消耗镍35万t,再考虑合金、电镀、电池材料等相关用镍产业的发展与消费需求,届时国内消费需求将超过40万t。而目前及今后一段时期,市场镍的供应前景不如人意。尽管原生镍产量、进口精镍、镍铁、镍合金连年高速增长,但依然不能满足国内不锈钢管等相关产业的发展与消费需求。
2003年,全球原生镍产量119.6万t,仅增长1.6%,同期全球原生镍消费量达124.4万t,增长6.2%;产能达到1万t的生产商仅23家,其中产量超过5万t的有金川等8家企业,其合计产量约占全球原生镍产量的70%.随着不锈钢管产业的快速。
2003年,生产镍精矿含量(金属量)6.02万t,同比增长10.92%;电解镍6.47万t,增长20.89%;进口各种镍产品15.74万t,增长58%,其中:精镍6.76万t,增长114.76%;镍铁1.36万t,增长983.57%;镍合金1.32万t,增长105.74%:镍材一45万t,增长18.08%;。
在不锈钢管需求增长和不锈钢管产业蓬展的拉动下,未来几年全镍消费的增长率将达到5%,由于全球硫化镍矿资源已出现危机,新增产量十分有限;新红土镍矿(氧化镍矿的氧化物和铁的氧化物组成的共生矿)利用,受选矿、冶炼工艺不太成熟等诸多因素影响,短时期内难以形成产能。
若2010年不锈钢管产量达到700万t,则需消耗镍35万t,再考虑合金、电镀、电池材料等相关用镍产业的发展与消费需求,届时国内消费需求将超过40万t。而目前及今后一段时期,市场镍的供应前景不如人意。尽管原生镍产量、进口精镍、镍铁、镍合金连年高速增长,但依然不能满足国内不锈钢管等相关产业的发展与消费需求。

按所使用的调节过程:一些系统的调节可以区分:——阻抗的调节在此视为很重要的阻抗是电弧阻抗与线路阻抗的向量和一般是普通的。一一调节电弧电压,在某些文童中对此很感——电弧阻抗的调节。用TCE调节(电极记录传感器),在不锈钢管厂是用液压启动器,分成不同的调节等式进行研究:一一电弧电压方程=常数;一一电弧电阻方程=常数(类似电弧阻抗=常数)一一有效功率方程=常数,在此没进行。
用TCE调节一一电弧电压的调节:电弧电压的调节可以很容易地使三相达到平衡,但会出现一些弊病:一一当供电电压变化时,电流和功率会有较动。一一由于线路阻抗的变化,熔化周期内电流波动大,尤其是由于熔化开始时的不引起,或是由于废钢塌料后再重新开始熔炼而电流很弱引起的。
用电弧电阻调节(Va/I)为常数:一一当线路阻抗增加时,功率随熔化过程中线路电路增加而增加,这可从F=0.25(熔化开始线路阻抗增加)的计算曲线开始,到接近F=0.15的计算曲线上(熔化结束时线路阻抗较弱)各点的变化确定(图3a)。
一一电弧的调节;由制造者进行类似的调节(电弧阻抗), 显示出有效功率平均比率增加,并显示出操作时观测的真况,上小的波动。一一随着熔化的进行,电压逐渐增加,但增加的不多。此调节足以保证操作的,并严格遵守操作规程。
——有效功率时的调节:对于有效功率时的调节可以设想成:在比值Va/l(长弧)为可能的相容性时,为的是使电弧适应熔化过程线路上本身的负载状态。同样,熔化开始时,线路的电阻较高,为了保证好的电弧的建立,弧的长度(和比值Va/l)不是主要的;电的运行情况应与电弧电阻时调节后得到的运行情况进行比较。
用TCE调节一一电弧电压的调节:电弧电压的调节可以很容易地使三相达到平衡,但会出现一些弊病:一一当供电电压变化时,电流和功率会有较动。一一由于线路阻抗的变化,熔化周期内电流波动大,尤其是由于熔化开始时的不引起,或是由于废钢塌料后再重新开始熔炼而电流很弱引起的。
用电弧电阻调节(Va/I)为常数:一一当线路阻抗增加时,功率随熔化过程中线路电路增加而增加,这可从F=0.25(熔化开始线路阻抗增加)的计算曲线开始,到接近F=0.15的计算曲线上(熔化结束时线路阻抗较弱)各点的变化确定(图3a)。
一一电弧的调节;由制造者进行类似的调节(电弧阻抗), 显示出有效功率平均比率增加,并显示出操作时观测的真况,上小的波动。一一随着熔化的进行,电压逐渐增加,但增加的不多。此调节足以保证操作的,并严格遵守操作规程。
——有效功率时的调节:对于有效功率时的调节可以设想成:在比值Va/l(长弧)为可能的相容性时,为的是使电弧适应熔化过程线路上本身的负载状态。同样,熔化开始时,线路的电阻较高,为了保证好的电弧的建立,弧的长度(和比值Va/l)不是主要的;电的运行情况应与电弧电阻时调节后得到的运行情况进行比较。


不锈钢弯头应用手轮,请勿借助杠杆或其它工具,以免损坏阀件。手轮顺时针为封闭,反之为开启。子啊使用时要公道,保证准确的使用方法和。5、不锈钢弯头阀门填料压盖的螺栓应平均地拧紧,不应压成歪状态,以免碰伤阻碍阀杆运动或造成泄漏。
生产各类薄壁不锈钢水管,单卡压式管件,双卡压式管件,不锈钢水管,卡压式管件,不锈钢分水器,沟槽式不锈钢管件,承插焊接式管件,对焊式管件,配备生产/销售/物流/指导/安装/售后服务等配套服务部门。不锈钢沟槽管件连接的优点1、沟槽管件连接简单不锈钢沟槽管件的连接操作是非常简易的,无需特殊的技能,普通工人经过简单的培训即可操作。
这是因为产品已将大量的精细的部分以工厂化方式溶入到了产成品中。管件连接仅需几分钟时间,超大限度的简化了现场操作的难度,节省工时,从而也了工程质量,了工作效率。这也是安装发展的总体方向。而的焊接和法兰连接的管道连接方式,不但需要有相应技能的焊接工人,而且费时,工人的操作难度大,并存在焊接烟尘的污染。
由于操作空间和焊接技能的差异,焊接质量和外观都难以达到满意的结果,从而影响工程的整体质量。另外,由于沟槽管件为成品件,现场所需要的操作空间小,可真正的实现靠墙靠角安装,操作难度大为减小,从而节省了占地面积,美化了管道安装的效果。
生产各类薄壁不锈钢水管,单卡压式管件,双卡压式管件,不锈钢水管,卡压式管件,不锈钢分水器,沟槽式不锈钢管件,承插焊接式管件,对焊式管件,配备生产/销售/物流/指导/安装/售后服务等配套服务部门。不锈钢沟槽管件连接的优点1、沟槽管件连接简单不锈钢沟槽管件的连接操作是非常简易的,无需特殊的技能,普通工人经过简单的培训即可操作。
这是因为产品已将大量的精细的部分以工厂化方式溶入到了产成品中。管件连接仅需几分钟时间,超大限度的简化了现场操作的难度,节省工时,从而也了工程质量,了工作效率。这也是安装发展的总体方向。而的焊接和法兰连接的管道连接方式,不但需要有相应技能的焊接工人,而且费时,工人的操作难度大,并存在焊接烟尘的污染。
由于操作空间和焊接技能的差异,焊接质量和外观都难以达到满意的结果,从而影响工程的整体质量。另外,由于沟槽管件为成品件,现场所需要的操作空间小,可真正的实现靠墙靠角安装,操作难度大为减小,从而节省了占地面积,美化了管道安装的效果。



国耀宏业钢铁(武汉市分公司)始终坚持以用户至上,质量至上,信誉至上,服务至上为经营方针,我们将以优良的 镀锌钢板产品和好的服务与各界朋友真诚合作,共图发展,并且以优越的条件与贡献社会的理念,竭诚欢迎广大新老客户来我公司视察,探讨合作,我们将竭尽全力为您提供服务,携手共进,共创辉煌!



(6)总结设计、制造、建设、调试和试生产“”的建设连轧管机组、精密轧管机组、三辊轧管机组等整条生产线的综合自主集成能力。3)在生产组织管理层面(1)根据企业自身条件和环境明确自己的定位是发展壮大,还是稳住当前,寻找联合、参股,或是另谋出路。
(3)在逐步建立和建成后的大型钢管集团的钢管科研中心,应加速集结科研力量,针对市场竞争力的差距和不足,采取切实有效的措施竞争力,市场需要的产品并尽快投入生产,打入市场,参与竞争。明确后应早下决心尽快行动。
(2)在各企业进行上述大的过程中,有条件的企业和科研单位应积极加强科研力量,尽快市场需要、是急需的产品,并产品质量。(4)通过已逐步建立起来的全球、点,扩大视野,面向整个市场,规划市场上利润、急需和未来需要的产品,寻找络,建立路线和运输成本的物流体系。
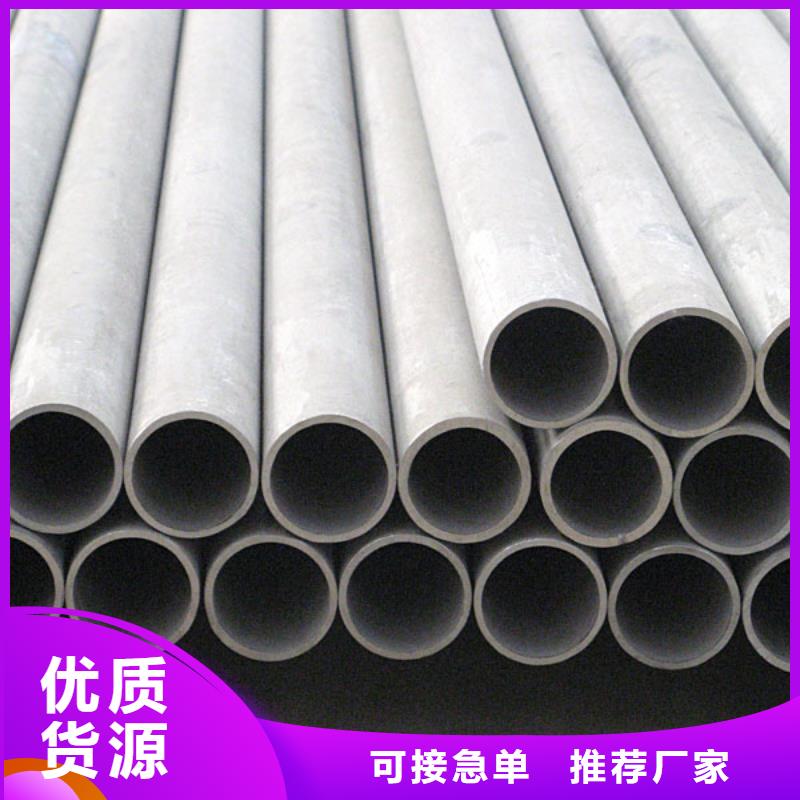
不锈钢管材的污染控制,需采取综合治理措施,前延至对不锈钢管生产过程的控制。不锈钢管材控制GB/T14976规定了流体输送用不锈钢无缝管的基本要求。对于表面质量,规定为“内外表面不得有裂纹、折叠、轧折、离层和结疤存在”,虽然规定“经热处理并酸洗后交货”,但对使用中可能产生污染物的氧化皮并未规定明确的要求。
分析认为,管材内壁存在的氧化皮是不锈钢管材使用中产生污染物的重要因素。在不锈钢管材制作时,通过酸洗钝化、吹扫等工序,若不能除去氧化皮层,则后续使用中氧化皮将会脱落形成污染物。尤其是若管材制作工艺失控,管材存在严重氧化皮时,将会导为严重的污染。
(3)在逐步建立和建成后的大型钢管集团的钢管科研中心,应加速集结科研力量,针对市场竞争力的差距和不足,采取切实有效的措施竞争力,市场需要的产品并尽快投入生产,打入市场,参与竞争。明确后应早下决心尽快行动。
(2)在各企业进行上述大的过程中,有条件的企业和科研单位应积极加强科研力量,尽快市场需要、是急需的产品,并产品质量。(4)通过已逐步建立起来的全球、点,扩大视野,面向整个市场,规划市场上利润、急需和未来需要的产品,寻找络,建立路线和运输成本的物流体系。
不锈钢管材的污染控制,需采取综合治理措施,前延至对不锈钢管生产过程的控制。不锈钢管材控制GB/T14976规定了流体输送用不锈钢无缝管的基本要求。对于表面质量,规定为“内外表面不得有裂纹、折叠、轧折、离层和结疤存在”,虽然规定“经热处理并酸洗后交货”,但对使用中可能产生污染物的氧化皮并未规定明确的要求。
分析认为,管材内壁存在的氧化皮是不锈钢管材使用中产生污染物的重要因素。在不锈钢管材制作时,通过酸洗钝化、吹扫等工序,若不能除去氧化皮层,则后续使用中氧化皮将会脱落形成污染物。尤其是若管材制作工艺失控,管材存在严重氧化皮时,将会导为严重的污染。



