
不要犹豫,点击播放我们的
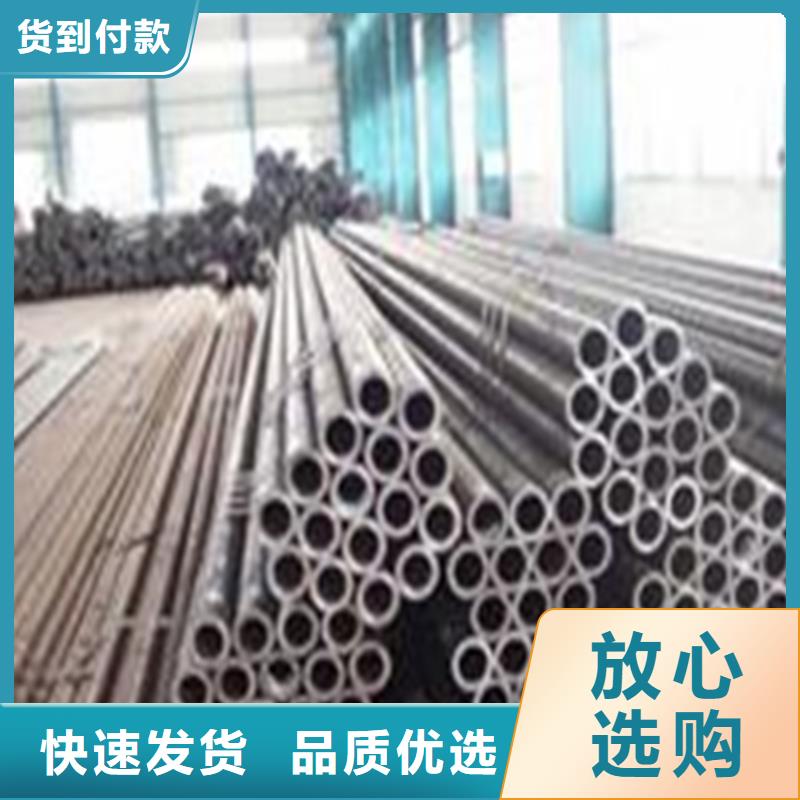
10#精密钢管
现货批发产品视频,让每一帧画面都为您揭示产品的独特之处,带给您前所未有的惊喜。
以下是:
10#精密钢管
现货批发的图文介绍

精密钢管热处理退火、回火、淬火的不同之处 精密钢管退火:指精密钢管加热到适当的温度,保持一定的时间,然后缓慢冷却的热处理工艺。 退火的目的:主要是降低金属材料的硬度,提高塑性,以利切削加工或压力加工,减少残余应力,提高组 织和成分的均匀化,或为后道热处理作好组织准备等。淬火:指将钢件加热到 Ac3 或 Ac1(钢的下临界点温度)以上某一温度,保持一 定的时间,然后以适当的冷却速度,获得马氏体(或贝氏体)组织的热处理工艺。 精密钢管淬火的目的:使钢件获得所需的马氏体组织,提高工件的硬度,强度和耐磨性,为后道热处理作好组 织准备等。精密钢管回火:指钢件经淬硬后,再加热到 以下的某一温度,保温一定时间,然后冷 却到室温的热处理工艺。 回火的目的:主要是钢件在淬火时所产生的应力,使钢件具有高的硬度和耐磨性外,并具有所需要的塑性和韧性等。


精密钢管生产中几个关键技术问题: 精密钢管生产中几个关键技术问题 1.对原材料材质的质量要求:精密钢管的原材料,除必须达到普通高频电焊钢管原材料的基本要求外,还须满足一下几方的要求 1.化学成分:冶炼时,重点是提高钢的纯净度,减少钢中的非金属夹杂物的含量,硫和磷含量要小于0.03%,为了适应后步冷变形加工,硫含量 不要超过0.02%,因此要严格控制钢的化学成分,同时为保证产品具有良好的力学性能,冷弯,焊接等工艺性能,还需适当增加一些N、M、V等元素。 2.钢带形状和尺寸:钢带轧制时,应采用AGC和板形控制系统,提高钢带厚度精度和版型精度。同时还要采用控制冷却方法,提高钢带的强韧性,纵剪钢带宽度尺寸精度要求控制,钢带边缘要无压痕和毛刺,以提高焊接质量。3.钢带表面的锈蚀:钢带表面的黄锈为氧化铁的结晶水,在焊接过程中,高温会使其中的氧氢折出,如不能排出,存在于焊缝之中,易产生气孔微裂纹,改变组织结构,降低材料塑形,降低延伸率,所以要避免钢带表面锈蚀。



亚广金属有限公司(通辽分公司)主营:【精密钢管】,可按照客户需求定做各种规格【精密钢管】,所售产品均执行国标,公司始终坚持“公正、客观、科学、诚信”的经营原则,重合同、守信誉、保质保量、按期交货”。多年来公司凭借良好的信誉、低廉的价格享誉全国30多个省、市、自治区,产品出口欧洲、南美等十多个地方,深得用户信赖!欢迎您的来电、咨询,我们将竭诚为您服务!



精密钢管淬火热处理的目的是提高硬度、耐磨性和强度等力学性能。 (1)淬火 精密钢管淬火有表面淬火和整体淬火。其中表面淬火因为变形、氧化及脱碳较小而应用较广,而且表面淬火还具有外部强度高、耐磨性好,而内部保持良好的韧性、抗冲击力强的优点。为提高表面淬火零件的机械性能,常需进行调质或正火等热处理作为预备热处理。其一般工艺路线为:下料--锻造--正火(退火)--粗加工--调质--半精加工--表面淬火--精加工。 (2)渗碳淬火 精密钢管渗碳淬火适用于低碳钢和低合金钢,先提高零件表层的含碳量,经淬火后使表层获得高的硬度,而心部仍保持一定的强度和较高的韧性和塑性。渗碳分整体渗碳和局部渗碳。局部渗碳时对不渗碳部分要采取防渗措施(镀铜或镀防渗材料)。由于渗碳淬火变形大,且渗碳深度一般在0.5~2mm之间,所以渗碳工序一般安排在半精加工和精加工之间。 其工艺路线一般为:下料-锻造-正火-粗、半精加工-渗碳淬火-精加工。 当局部渗碳零件的不渗碳部分采用加大余量后,切除多余的渗碳层的工艺方案时,切除多余渗碳层的工序应安排在渗碳后,淬火前进行。 (3)渗氮处理 精密钢管渗氮是使氮原子渗入金属表面获得一层含氮化合物的处理方法。渗氮层可以提高零件表面的硬度、耐磨性、疲劳强度和抗蚀性。由于渗氮处理温度较低、变形小、且渗氮层较薄(一般不超过0.6~0.7mm),渗氮工序应尽量靠后安排,为减小渗氮时的变形,在切削后一般需进行应力的高温回火。


