





以下的PE过道顶管/MPP电缆穿线管工艺视频将带您深入了解产品的每一个细节,让您对其优点和特点一目了然。几十秒就能了解产品魅力。
以下是:PE过道顶管/MPP电缆穿线管工艺的图文介绍
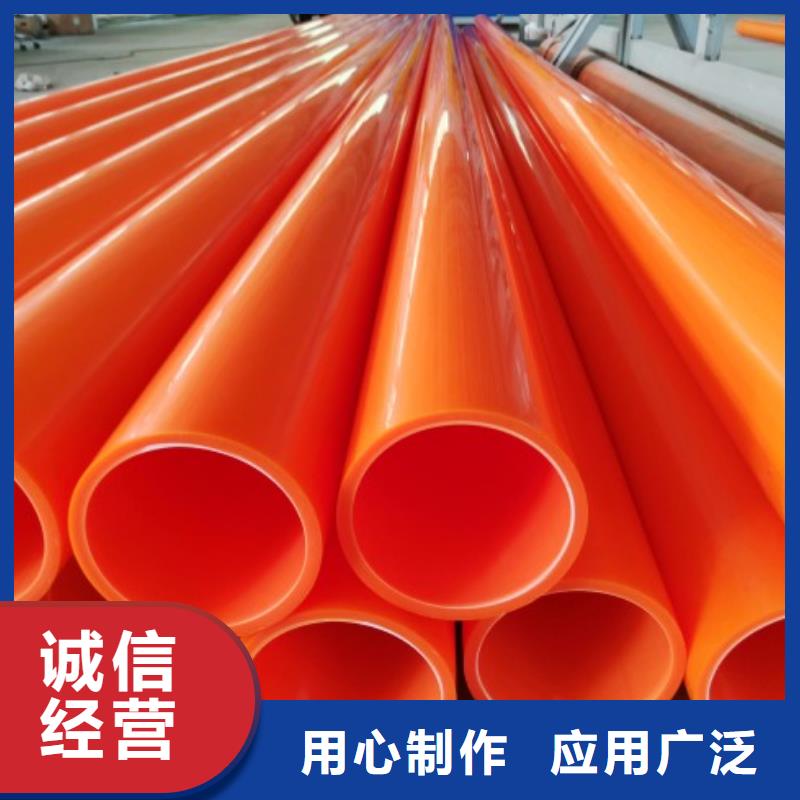
产品特点图

4、MPP电力管冷却
(1)一旦吸热时间到,松开机架,迅速取出加热板(越快越好),然后合拢两管端,其制作时间尽量缩短,不能超过7秒。此时不能打开缷压阀(此时开始计算冷却时间);
(2)冷却时间为5-6分钟,焊接处材料逐渐冷却硬化,此时间内不能移动机架,避免各种可能影响焊接作用的不良搬动撞击接头。冷却到规定时间后,松开卡瓦,取出连接完成的管材。
(3)作用:如果焊接的好,在管材周围的整个圆周都可看到两道光滑均匀圆弧焊缝,每边宽度宽度在10mm以内。

适用范围


中雄管业(通辽市分公司)正因势而变,与时俱进的精神,开拓进取,锐意创新,提高综合素质,努力创造高质量的 泥浆管道产品、卓越的品质、完美的服务,遵循:“追求无止境”的企业理念和“一切为了用户”的经营宗旨,我们期待与您携手合作,共创美好明天




为什么选择我们

4、插上液压站电源,打开液压站开关,打开温控开关,设定焊接所需温度为230-245℃(因管材规格及气候而定)(顺序不能颠倒;应用220V交流电,不能用380V三相电源,需接地线);
5、将前进后退杠推到前进位置,调整高压阀到压力表超过2.2MPa【压力的计算=0.15(工艺压力)MPP电力管截面面积/7.66(液压缸截面面积)+拖动压力】注:拖动压力的确定为将两根管道用夹具固定好,开户油泵,将缷压阀关上由零慢慢调大油缸,直到刚好可以匀速拉动管材,此时压力为拖动压力。

