

不要满足于简单的文字描述,点击我们的的冲压件厂家冲压异形件产品视频,让每一个细节都跃然屏上,为您带来前所未有的视觉体验。
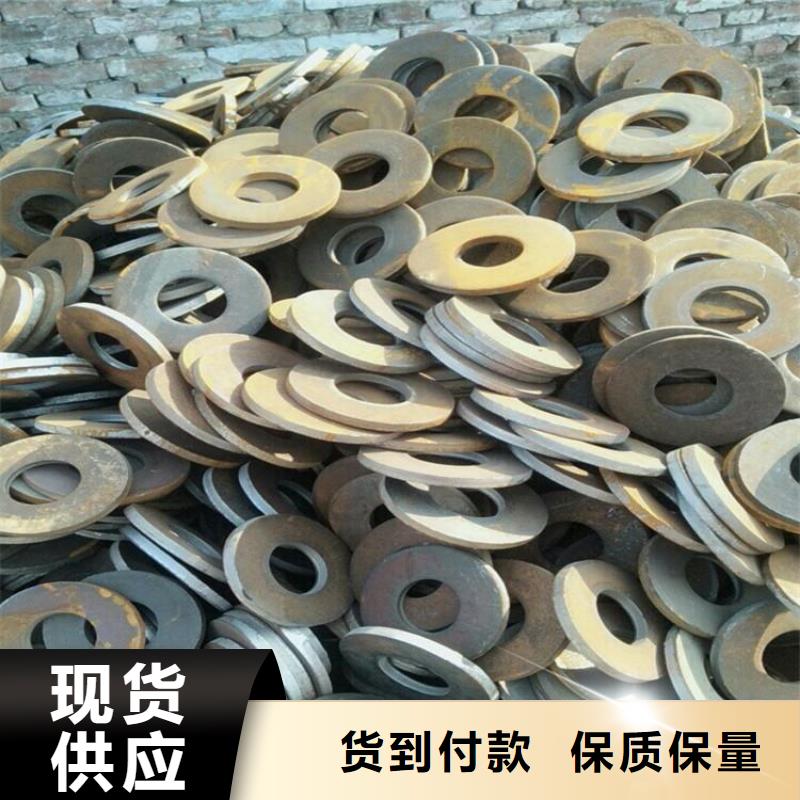
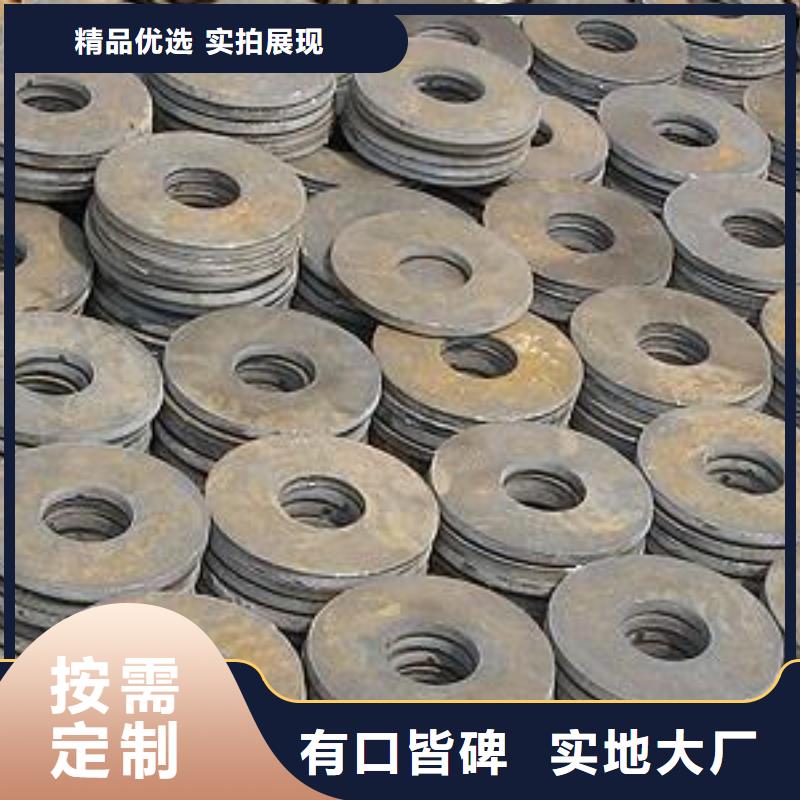
以下是:的冲压件厂家冲压异形件的图文介绍

冲压件
31. 排料或手工单个送取胚料时,必须使用专用的工具(钳子、钩子),严禁徒手送、取胚料。单开关要伤手,要双开关。机台不能漏油,否则会掉下来。电源不要外露,危险。
32. 冲压铁片时要戴手套,精神集中,否则伤手。
33. 工作中,先检查设备运转有无异常,如单、连冲不分明、操作不灵或电器故障,要立即停机及时找当班技术员处理。
34. 冲床严禁使用脚踏开关,机台原配有的全部拆掉。
35. 清理、检查设备时,必须切断电源后操作。
36. 切断电源,清理、擦洗工作台面,拆下模具保养入库,每周一定时检查润滑系统油料。


《GB/T13914-2002 冲压件尺寸公差》规定了冲压件的尺寸公差。按照平冲压件和成形冲压件分别规定了尺寸公差。冲压件的尺寸公差数值与冲压件尺寸和板厚两个尺寸有关,另一方面与精度等级有关。
平冲压件尺寸公差:分为11个等级,用ST1至ST11表示,其中ST表示平冲压件尺寸公差,公差等级代号用阿拉伯数字表示。从ST1到ST11精度等级依次降低。
成形冲压件尺寸公差:成形冲压件分为10个精度等级,用FT1到FT10表示,其中FT表示成形冲压件尺寸公差,阿拉伯数字表示公差等级。从FT1到FT10精度等级依次降低。
冲压件极限偏差:孔尺寸按下偏差为0,上偏差为下偏差加尺寸公差;轴尺寸规定上偏差为基本偏差,数值为0,下偏差为上偏差减去尺寸公差。对于孔中心距,孔边距,弯曲、拉深的长度、高度等上下偏差规定为尺寸公差的一半。
平冲压件尺寸公差:分为11个等级,用ST1至ST11表示,其中ST表示平冲压件尺寸公差,公差等级代号用阿拉伯数字表示。从ST1到ST11精度等级依次降低。
成形冲压件尺寸公差:成形冲压件分为10个精度等级,用FT1到FT10表示,其中FT表示成形冲压件尺寸公差,阿拉伯数字表示公差等级。从FT1到FT10精度等级依次降低。
冲压件极限偏差:孔尺寸按下偏差为0,上偏差为下偏差加尺寸公差;轴尺寸规定上偏差为基本偏差,数值为0,下偏差为上偏差减去尺寸公差。对于孔中心距,孔边距,弯曲、拉深的长度、高度等上下偏差规定为尺寸公差的一半。



汽车冲压件的选材原则
在选择材料时,首先根据汽车冲压类型和使用特点,来选择具有不同力学性能的金属材料,以达到既能保证产品质量,又能节约材料的目的。
通常在选择汽车冲压件材料时应遵循以下原则:
a 所选材料首先应满足汽车零部件的使用性能要求;
b所选材料要有较好的工艺性能;
c所选材料要有较好的经济性。

金海金属材料(通辽市分公司)是一家集 合金钢管生产,制造,销售为一体的技术型企业!质量可靠价格优惠,值得信赖!一下是部分产品介绍。


