





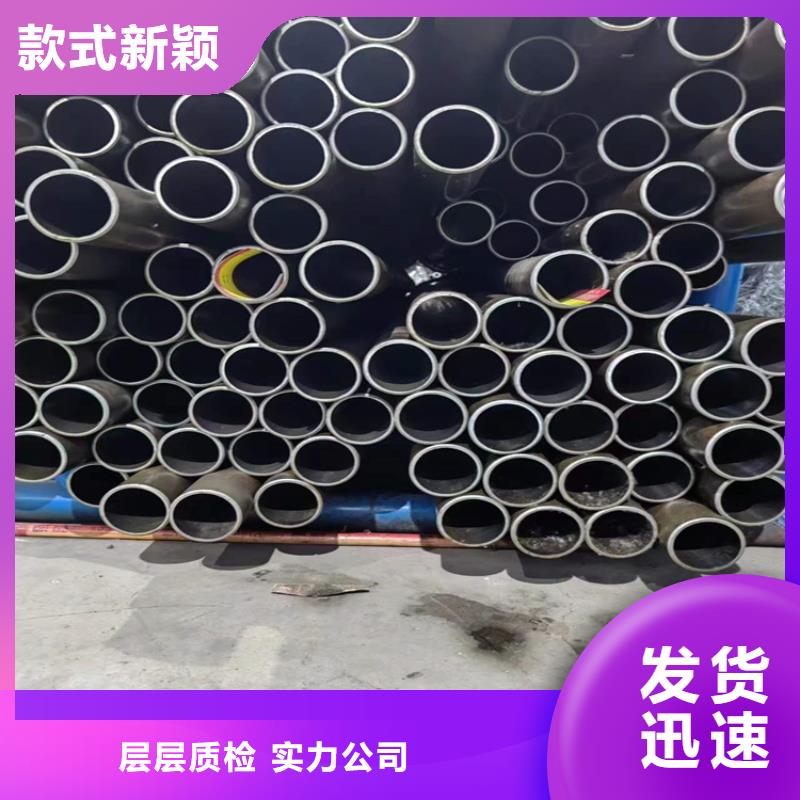
我们的现场实拍视频将带您走进油缸辊压管产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:辽宁沈阳油缸辊压管的图文介绍


辽宁沈阳企业旺旺珩磨管绗磨管油缸管从结构上看珩磨机可以分为卧式和立式两种,卧式珩磨机的工作行程较长,适用于珩磨深孔,深度可达3000毫米。其水平安置的珩磨头不旋转,只作轴向往复运动,工件由主轴带动旋转,床身中部设有支承工件的中心架和支承珩磨杆的导向架。在加工过程中,珩磨头的油石在胀缩机构作用下作径向进给,把工件逐步加工到所需尺寸。而立式珩磨机的主轴工作行程较短,适用于珩磨缸体和箱体孔等,镶嵌有油石的珩磨头由竖直安置的主轴带动旋转,同时在液压装置的驱动下作垂直往复进给运动,从而完成对珩磨管的加工。



逐一精选,万次检测,只为责任,液压机械(沈阳市分公司)专注于 珩磨管报价数十年。在公司和客户的共同努力下,逐渐发展成为一家集设计研发、生产加工、代理经销、技术咨询为一体的综合性实力公司。在 珩磨管报价业界拥有良好的口碑。
树行业典范,立质量标杆。液压机械(沈阳市分公司)深耕于 珩磨管报价系列产品的换代升级。近年来,学习国外技术、引进国外设备,建立了一支技术过硬、检测、管理完善的生产和服务团队。


辽宁沈阳珩磨管油缸管绗磨管对珩磨管珩磨工具的简单介绍,以及其光洁度的指导,希望大家能从中受益,并来进一步了解该产品,同时这些也是我们日后进行研究工作的理论基础。
什么是滚压绗磨管 绗磨管采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高绗磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了绗磨管内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质。 大口径绗磨管滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。绗磨管无论用何种加工方法加工,在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象,



辽宁沈阳珩磨管油缸管绗磨管选择合适的珩磨管淬火冷却方法 一般说,珩磨管淬火裂纹产生在珩磨管淬火硬化部分。为了实现珩磨管淬火硬化,必须从奥氏体化温度以大于临界冷却速度进行急冷。热应力和相变应力之和是正值(拉应力)还是负值(压应力),决定了珩磨管淬火裂纹是否发生。为正值易裂,为负值则不易裂。为了防止淬裂,应充分有效地利用热应力,减少相变应力。冷却速度与淬裂的关系(1)预冷珩磨管淬火:把工件自奥氏体化温度取出,先行在空气中预冷一段时间,使各部分温差减小,或在技术条件允许的情况下,令其薄的截面处或棱角处产生部分非马氏体组织,然后再进行全部珩磨管淬火。(2)双液珩磨管淬火:双液珩磨管淬火从单纯防止珩磨管淬火裂纹的观点出发,关键是第二级珩磨管淬火介质的缓冷作用。先强冷后弱冷,如水-油、水-空、油-空气等。珩磨管


辽宁沈阳企业旺旺珩磨管绗磨管油缸管了解珩磨管的属性范围珩磨管其是指经过珩磨加工的管子,可以称其为珩磨管,而这里的管子,主要是指无缝钢管。因此,珩磨是一种加工工艺,通过这一工艺,使得管子内孔达到预期想要的公差尺寸,以及表面粗糙度等,并使其在公差范围内。珩磨管的加工工艺是珩磨,而油缸管,其是在油缸中使用的管子,其的加工工艺,不一定是珩磨,也可以是滚压等其它工艺。珩磨管的内孔粗糙度,是可以做到小于0.63nm的,而直线标准度,则可以做到小于0.3mm/m。因此,其在尺寸准确度上,是可以有较高水平的。因此,其可以用于一些要求较高的场合中。而它的珩磨,是要用到珩磨机的,珩磨机上的珩磨头,一般来讲,是进行轴向直线往复运动。



