





以下是
12CrMoG无缝管厂家现货直发的现场实拍视频,让您更好地了解产品的优点和特点不容错过。
以下是:
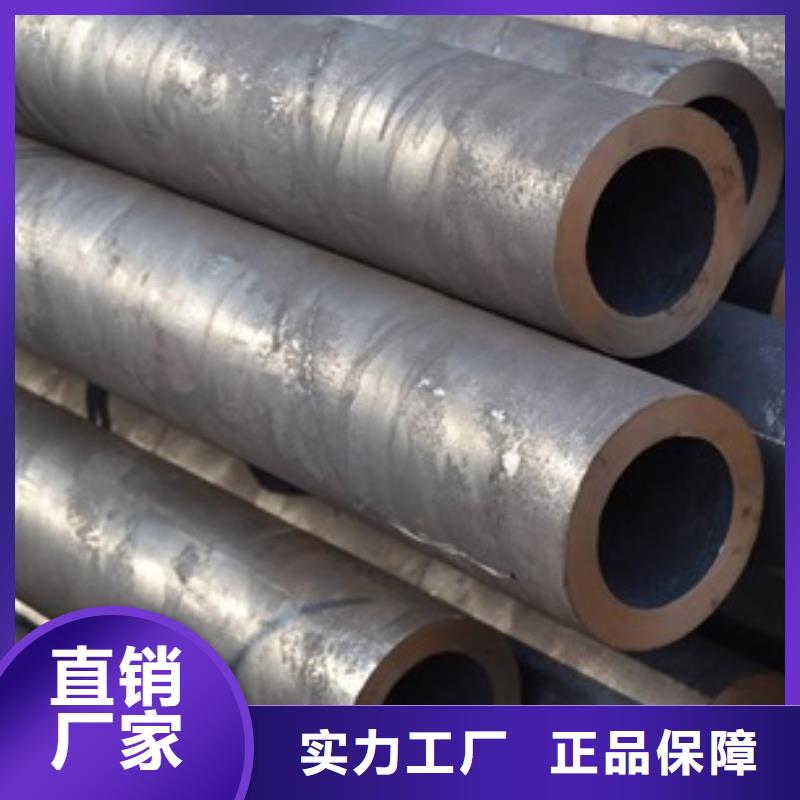
12CrMoG无缝管厂家现货直发的图文介绍

艾斯特钢材(邵阳市分公司)注重现代企业形象的塑造和无形资产的积累,强化企业管理,坚持用户至上,将质量管理与国际结轨,把 高压合金钢管产品进入国内外大市场,树立品牌的企业形象。公司生产设备齐全,技术力量雄厚,检测手段先进,可根据客户需求定制各种 高压合金钢管。



一般无缝钢管生产工艺包括热轧和冷拔两种。无缝钢管具有中空截面,大量用作输送流体的管道,如输送石油、天然气、煤气、水及某些固体物料的管道等。钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材。 1。无缝钢管厂家的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。热轧无缝钢管分为普通钢管、中低压锅炉管、高压锅炉管、合金管、不锈钢管、石油裂解管、地质管等钢管。热轧钢管是在热轧或热处理中输送的。 热轧无缝钢管生产工艺:坯料稀释器;加热稀释器;穿孔稀释器;三辊横轧、连续轧制稀释器;汽提稀释器;定径稀释器;冷却稀释器;矫直稀释器;静水压试验稀释器;标记稀释器;储存、轧制无缝钢管的原材料 Pe 是圆管坯,管子胚需要用切割机切割,生长约 1 米。传送带被送到加热炉。管坯加热到炉内,加热到约 1200 摄氏度。加热管坯氢气燃料 气体或乙炔。炉内温度控制是一个关键问题,穿孔后必须对穿孔管进行穿孔。 普通冲孔机是锥形辊穿孔钢管穿孔机。该穿孔机生产效率高,产品质量好,穿孔直径扩大大,能穿孔多种钢材。穿孔后,管坯连续轧制三辊。挤压后,必须将管子取下以便上浆。定径机将锥形钻头高速旋转到钢胚中并钻孔以形成钢管(钢管内径由定径机钻头的外径长度来确定)。钢管固定后,进入冷态。 塔内通过喷水冷却,冷却后钢管拉直。矫直后,钢管通过输送带送入金属探伤器进行内部探伤。如果钢管内出现裂纹和气泡,就会检测到。经过质量检验后,钢管必须通过严格的手工选择来选择。经过钢管的质量检验,油漆数量、规格、生产批号等。起重机被吊进仓库。 2。冷拔无缝钢管包括普通钢管、中低压锅炉管、高压锅炉管、合金钢管、不锈钢管、石油裂解管等钢管。还包括碳素薄壁钢管、合金薄壁钢管、不锈钢薄壁钢管和异形钢管。冷轧是在热处理中进行的。



大口径合金无缝管的生产工艺。它包括以下步骤:步骤一,物料准备;步骤二,管坯加热和斜轧穿孔;步骤三,毛管修整;步骤四,热扩变形定径;步骤五,热处理;步骤六,矫直;步骤七,内磨;步骤八,纠偏;步骤九,外磨;步骤十,探伤检验;步骤十一,再精整、终检和包装。本发明不但可以在大组距的范围内生产合金无缝钢管,而且投资相对较小,产品质量高,生产效率较高,生产成本较低。无缝钢管的主要生产流程 管坯及坯加热、管坯的穿孔、钢管的延伸、钢管的轧制、钢管定径与减径、钢管的冷却和精整 或者可以说是 钢胚的加热 穿孔 热扎 酸洗 冷拔 碳烧 切头 喷标 包装 成品。 一种无缝钢管的制造方法,其特征在于:设置将具有多个轧辊的轧制机座、以互相不同的轧制方向连续配置多台的芯棒式无缝管轧机,在这样的制造生产线上对无缝钢管进行轧制后,在多点上测定轧制后的钢管圆周方向上的壁厚,根据其测定结果,至少分别控制芯棒式无缝管轧机的终轧制机座上的轧辊各个轴的两端位置,以便使壁厚不均达到小。


无缝钢管具有屈服现象的金属材料,试样在拉伸过程中力不增加(保持恒定)仍能继续伸长时的应力,称屈服点。若力发生下降时,则应区分上、下屈服点。屈服点的单位为N/mm2(MPa)。 无缝钢管上屈服点(σsu):试样发生屈服而力首次下降前的 应力; 下屈服点(σsl):当不计初始瞬时效应时,屈服阶段中的小应力。 无缝钢管屈服点的计算公式为: 式中:Fs--试样拉伸过程中屈服力(恒定),N(牛顿)So--试样原始横截面积,mm2。 无缝钢管断后伸长率(σ) 在拉伸试验中,试样拉断后其标距所增加的长度与原标距长度的百分比,称为伸长率。以σ表示,单位为%。计算公式为: 式中:L1--试样拉断后的标距长度,mm; L0--试样原始标距长度,mm。 无缝钢管断面收缩率(ψ) 在拉伸试验中,试样拉断后其缩径处横截面积的 缩减量与原始横截面积的百分比,称为断面收缩率。以ψ表示,单位为%。 式中:S0--试样原始横截面积,mm2; S1--试样拉断后缩径处的少横截面积,mm2。

