




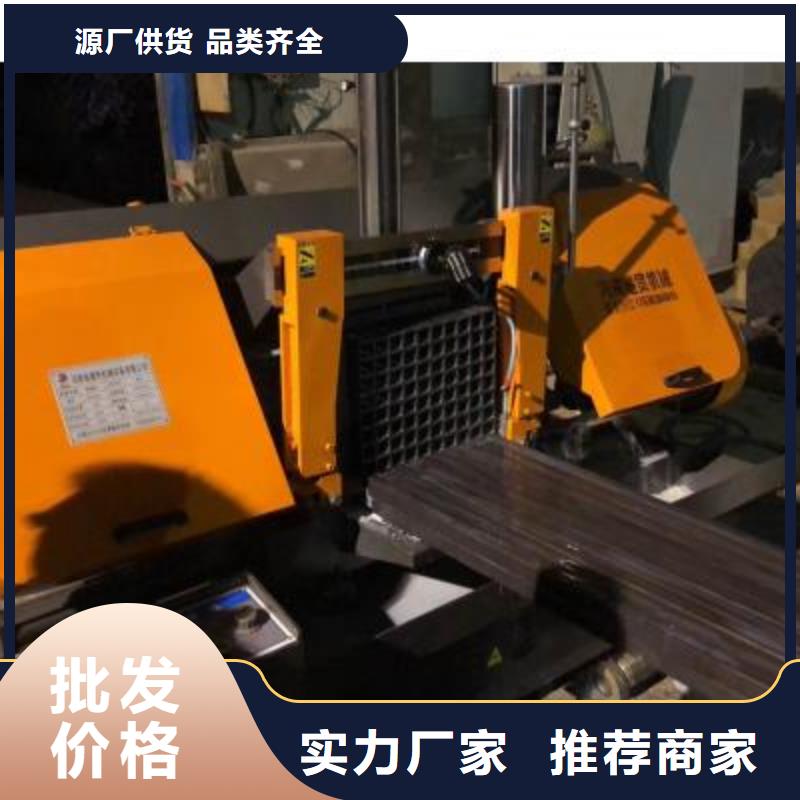


双立柱GS4240数控带锯床 全自动数控金属带锯床 40数控锯床
机床自动控制系统:
1、全自动控制人机界面通过机械、电气、液压的配合,具有自动送料、自动切削等系统来控制工作循环。
2、在操作系统里分为手动与全自动工作,由人机界面转换控制。
3、在带锯床上装有二组虎钳,一组用来锯料时夹紧,自动送料由另外一组虎钳夹紧通过油缸工作来控制送料。送料长度由紫外线接紧行程开关控制,送料时由光栅尺自动检测数据控制,由PC控制器转换锯床切割工作,自动送料返回原点。
4、数控带锯床适用于大批量同规格材料锯切,性能稳定,效率高。可取代于普通锯床的3倍工作效率。
5、人机界面取代传统控制面板功能,数字设定、指示灯等,随时显示设备状态,操作指示,参数设定。(在人机界面电脑上输入锯切长度、锯切数量,轻松一按启动按扭LCD显示液晶屏,锯切输入锯切数量完成后,锯床自动停机等其它功能。
6、由PLC可编程控制器,设定锯切全过程的自动程序。
7、送料长度采用光栅尺控制,定位准确精度高,长度误差<0.30mm。
8、可由数控控制单程自动送料长度400mm。


3、 锯架:为板焊件,用以安装联接主传动装置、锯带张紧机构及锯带导向机构。
4、 主传动:主传动采用蜗轮传动方式,它是由主电机、蜗轮箱及锯轮组成,主要用于传递扭矩,驱动带锯条回转,以实现切削运动,通过皮带轮上的皮带,可以变换实现三档切削速度,以适用不同材质工件的切削要求。
5、 锯带张紧机构:由从动轮、张紧座、丝杆和滑块组成,可通过扳手转动丝杆,以移动滑块带动锯轮来实现带锯条的张紧,使带锯条和锯轮轮缘之间形成一定的压力,产生足够的摩擦力来带动带锯条作旋转运动。
锯带导向机构:由导向座、导向杆、导向头、导向块、背部合金座及合金片组成,带锯条通过导向头,以达到带锯条保持其无扭
1、 曲的原始状态;背部合金座和合金片与带锯条的背部和侧面紧紧相贴,将带锯条摩擦降低到 限度;导向杆安装在导向座中,可上下滑移,以适应切削不同厚度的胚件时,达到上、下导向头保持短的距离,使柔性的带锯条即增强了刚性,又得到了恰当的柔度,以延长带锯条的使用寿命。



建贸机械 (临夏市分公司)每个员工坚持“ 钢筋弯箍机质量铸就品牌”的企业宗旨致力于企业核心竞争力,铸造鲜明的企业文化,追求可持续发展 打造强势品牌,实现科技富民,产业报国之宏愿。
对于 钢筋弯箍机产品质量:我们要求精益求精!
对于服务:我们永远用微笑对待每位客户!
对于售后:我们用真诚的态度为每位客户分担!



带锯床通过液压油缸夹紧、利用光栅尺长度测量装置或步进(伺服)电机驱动丝杆、齿轮齿条的送料方式,可以自动测量送料长度和计算送料次数,当达到设定的锯切次数时,锯床自动停机。自动送料方式适合大批量生产,具有速度快,锯切长度稳定,一人可操作多台锯床等优点。大大减少人员操作,提高生产效率。
送料装置在带锯床中的实际应用表明,选择合理的交流伺服系统能够满足控制系统响应速度快、速度精度高、鲁棒性强的要求,实际应用位置控制精度 在±0.1mm左右且可避免累积误差。由于带锯床锯条位置是固定的,而锯切的位置是不同的,因此必须将工件送到锯切位置处,一般锯床的送料方式有三种:
人工送料



