




想一睹绗磨管定尺切割产品的真实风采吗?我们的现场实拍视频将带您亲临现场,感受产品的卓越品质和创新设计,不容错过!
以下是:绗磨管定尺切割的图文介绍

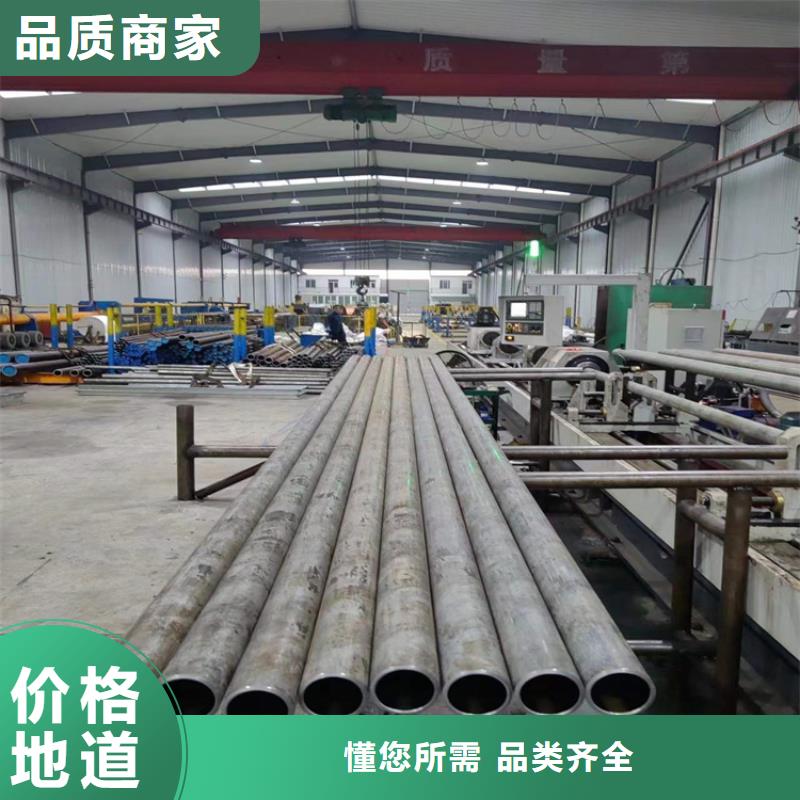
珩磨管油缸管绗磨管油缸管结构及技术要求介绍油缸管结构及技术要求介绍滚压管
1、 结构分析:
1、 φ50mm×770mm本身的圆度公差为0.005mm。
2、左端M39×2-6g螺纹精密油缸钢管φ50mm中心线同轴度公差为φ0.05mm。
3.1:20锥轴与精密油缸钢管φ50mm中心线的同轴度公差为φ0.02mm。
4.1:20锥面本身的圆跳动公差为0.005mm。5.1:20锥面着色检查,接触面积不小于80%。
5、 φ50mm×770mm表面氮化,氮化层深度0.2~0.3mm,表面硬度62~65hrc。


珩磨管油缸管绗磨管我们大口径厚壁绗磨管厂对Φ400mm自动轧管机组,穿孔、二次穿孔(延伸)、自动轧管和均整4个轧制过程的荒管实测壁厚数据进行了傅立叶变换,得出了壁厚不均的定量分析及其形成原因,并以此为基础提出了改善钢管壁厚不均的途径:
①二次穿孔(延伸)后荒管上的螺旋形壁厚不均的分布特征一直保留到成品管,因此改善二次穿孔(延伸)是改善成品管壁厚精度的关键环节,主要措施是改进工具设计,提高顶杆和顶头在旋转过程中与轧制线的同心度。
②改善穿孔后毛管的壁厚不均是重要环节,主要措施是提高管坯的加热均匀性,提高定心孔的精度,加长顶头均整带的长度和反锥的长度,提高顶杆与顶头在旋转过程中与轧制线的同心度。
③轧管时虽会产生严重的对称性壁厚不均,但对减轻螺旋形的壁厚不均有一定的作用。因此,轧管时应轧制两道,道次之间应将荒管翻转90°。
④均整过程能基本上对称性壁厚不均,但对螺旋形壁厚不均的作用甚小,因此,应提高均整机的能力。
⑤傅立叶变换是研究斜轧过程壁厚不均的有效手段,这一方法也可用于其他钢管生产机组管体壁厚不均的研究。
滚压管



液压机械(临汾市分公司)为您提供详细的 珩磨管报价产品报价、参数、图片等商品信息,如需进一步了解 珩磨管报价,请与厂家直接联系。



