





别再等待了,仅仅一分钟,就能通过我们的45号油缸管价格低产品视频探索到无数令人心动的细节和亮点。
以下是:45号油缸管价格低的图文介绍



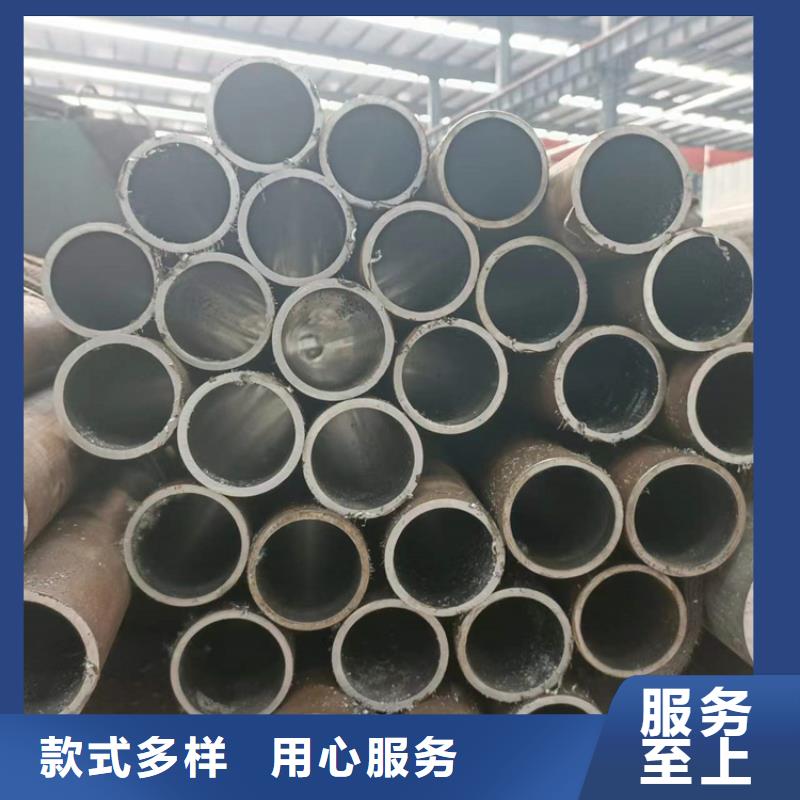
珩磨管绗磨管油缸管珩磨管的布置要求珩磨管有别于普通的管材,因此不管是它的加工方式,还是管路布置,都有非常特殊的要求。围绕着这两方面的内容进行详细的描述,以便于使珩磨管的功效得到充分的发挥。珩磨管实质上是一种经过特殊处理的高精密无缝钢管,其良好的性能使得它在各个领域中都有不错的使用效果。珩磨管在布置的时候,不管是排列还是走向都应该整齐一致,而且应层次分明。尽量采用水平或垂直的方式进行布置,而且在平行度和垂直度等方面也有严格的规定。珩磨管的切割也比较降低,如果直径是大于50mm的话, 是采用机械加工方法切割,确保管子切割面的平整,不能有毛刺、氧化皮、熔渣等缺陷存在。



珩磨管绗磨管油缸管珩磨油缸管一般用无缝管是用10、20、30、35、45等优质碳结钢16Mn、5MnV等低合金结构钢或40Cr、30CrMnSi、45Mn2、40MnB等合结钢热轧或冷轧制成的。10、20等低碳钢制造的无缝管主要用于流体输送管道。45、40Cr等中碳钢制成的无缝管用来制造机械零件,如汽车、拖拉机的受力零件。珩磨管属于无缝钢管的深加工产品,内孔精度高,光洁度高,耐磨性好,主要用来加工生产各种液压设备,同时也能为煤矿等生产企业提供配套的液压配件。、轴承、航空等领域。1.珩磨管种类珩磨机,一般可以分为立式和卧式这两种。2.珩磨管结构珩磨机的主轴,其工作行程是比较短的珩磨管是油缸吗,因此合适用在珩磨缸体、箱体孔等上面。珩磨头,则是由主轴来带动进行旋转。与此同时,它会在液压装置的驱动下,进行垂直往复进给运动。一般来讲,珩磨机大多数是半自动的,会有自动测量装置,以便更好进行测量操作。


液压机械(焦作市分公司)坐落于辽河路燕山路交叉口南500米东首,交通发达,物流便捷。主营产品: 珩磨管报价。公司秉承“诚信、优质、共赢”的经营理念,坚持用户至上、服务周全原则,用心解除客户所忧;以科技服务和优质产品服务客户;始终坚持以“想顾客之所想,急顾客之所急”的经营理念,不断前行;公司坚持技术的力量、不断创新、不断超越,与客户共成长。




与内孔磨削相比,珩磨参加切削的磨粒多,加在每粒磨粒上的切削力非常小,所以珩磨的切速低。在珩磨管的珩磨过程中又旋转加大量的冷却液,使工件表面得到充分冷却,不易烧伤,加工变形层薄,所以能得到较细表面粗糙度。为了提率,珩磨管的生产都是机械化方式了,将珩磨头与机床主轴采用浮动连接,以保证余量均匀。由于砂条很长,珩磨时工件的凸出部分先与砂条接触,接触压力较大,使凸出部分很快被磨去,直至修正到工件表面与砂条全部接触。因此,珩磨能够修正前道工序产生的几何形状误差和表面波度误,但不能修正轴线位置误差。
