



不要错过这部精心制作的FC150生铁方钢按需定制产品视频!仅仅一分钟的时间,您将能够领略到我们产品的卓越品质和出色设计,发现更多令人心动的细节。
以下是:FC150生铁方钢按需定制的图文介绍
亿锦天泽钢铁(江苏省分公司)依靠数字化管理,可变换多种生产 铸铁棒模式,能够高品质、率的解决大批量以及定制化生产要求。我们不断在 铸铁棒领域探求,注重前沿科技、创新和 铸铁棒产品研发,亿锦天泽钢铁(江苏省分公司)注入源源不绝的新鲜生命力;致力为广大客户提供高品质、多元化的专业 铸铁棒产品和服务。亿锦天泽钢铁(江苏省分公司)成长的过程,就是服务客户和客户一起不断成功的过程。我们用心做好每一件事,满怀信心迎接每一次的挑战。



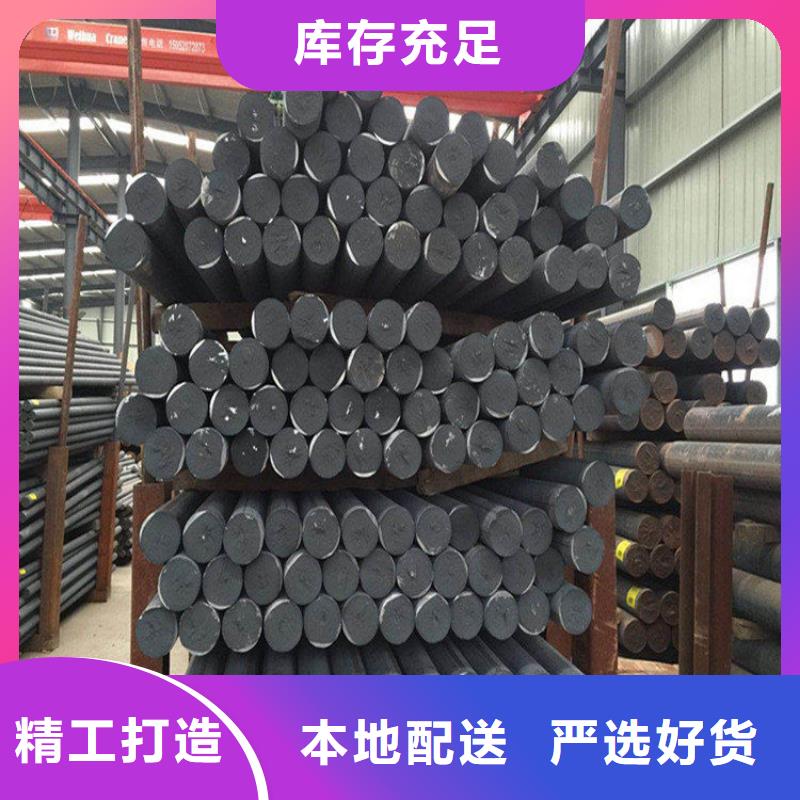
亿锦铸铁型材有限公司专业提供球墨铸铁棒现货,铸铁棒生产厂家中国铸态球墨铸铁型材生产达到了较高水平。与之相适应的包外脱硫、双联法熔炼、瞬时孕育、孕育块技术以及音频检测和热分析快速分析等技术的采用,则标志着中国大量流水生产汽车铸件的技术水平与先进水平的差距正在缩小。试验研究了大断面(壁厚大于120mm)球墨铸铁的冶金因素以及相应的生产工艺措施。对鼓肚缺陷,在铸铁型材的水平连铸过程中采用反弧度法工艺,即通过新型的石墨套与引锭装置来实现的,通过实施反弧度法工艺,铸铁型材的鼓肚现象得到有效。但由于在率次实验过程中,刚开始生产铸铁型材时的拉拔速度比较慢、拉拔周期较长,使铸铁型材在结晶器的停留时间过长,导致在扁平方向上铸铁型材顶部略微向下凹,当拉拔参数调整合适时,下凹及鼓肚现象基本消失。与实施反弧度法之前的铸铁型材相比,实施反弧度法之后的铸铁型材硬度得到提高,组织更为均匀,并且其抗拉强度指标高于铸铁型材标准(JBT10854-2008水平连续铸造铸铁型材) 性能要求。同时,伸长率指标均超过LZQT500-7规定的指标。与拉伸性能结果类似,反弧度法试样的抗压强度高于未实施反弧度法试样的抗拉强度。中国已相继建成几个球墨铸铁管厂,且近几年还将有几个球墨铸铁管厂建成。2000年,中国年产离心铸造球墨铸铁管达90万吨。此外,中国自行研制的水平连续铸造球墨铸铁型材生产线已通过鉴定,并已有多家企业投产。再加上中国引进的一条生产线,至2002年,中国年产球墨铸铁型材的能力达数万吨。



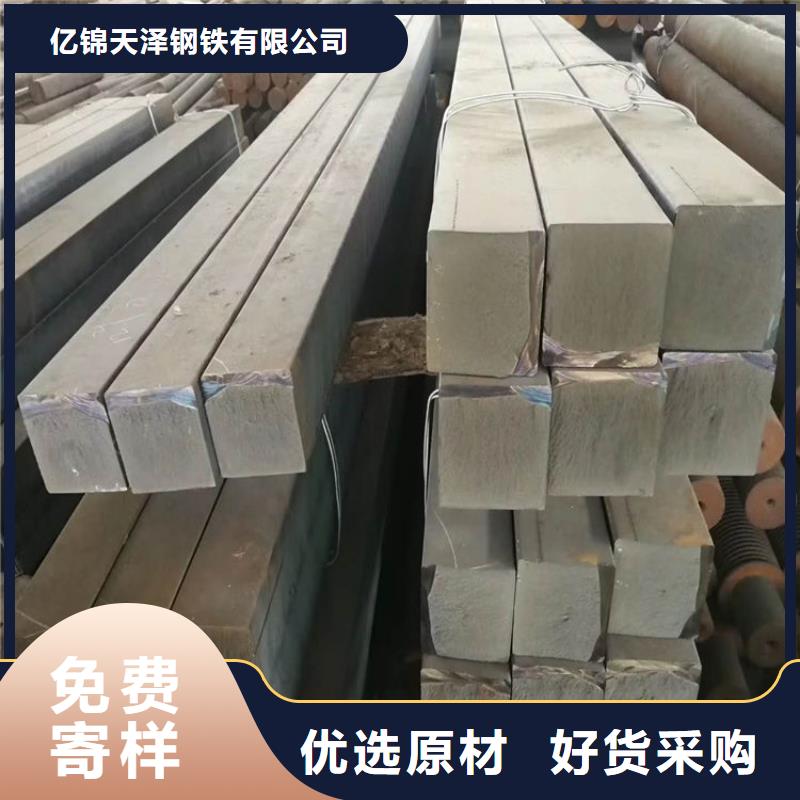
亿锦铸铁型材有限公司专业提供球墨铸铁棒现货,铸铁棒生产厂家对于连续作业、生产能力较大的铸铁型材生产均十分有利。将中频感应炉用于连续铸造或离心铸造球墨铸铁管生产的铁液熔炼,用它取代冲天炉,或与高炉、冲天炉进行双联,其生产能力将可得到充分发挥。例如,国内有1个离心球墨铸铁管生产厂家,就是采用了10t中频感应炉与高炉双联工艺,对铁液进行升温和调整成分,将贮存的高炉铁液从1300℃升温到1520℃,大约需要27min。该炉频率100~200Hz,功率为2500kW。 对鼓肚缺陷,在铸铁型材的水平连铸过程中采用反弧度法工艺,即通过新型的石墨套与引锭装置来实现的,通过实施反弧度法工艺,铸铁型材的鼓肚现象得到有效。但由于在率次实验过程中,刚开始生产铸铁型材时的拉拔速度比较慢、拉拔周期较长,使铸铁型材在结晶器的停留时间过长,反弧度法工艺制各的铸铁型材组织更为均匀,力学性能更为优良。与实施反弧度法之前的铸铁型材相比,实施反弧度法之后的铸铁型材硬度得到提高,组织更为均匀,并且其抗拉强度指标高于铸铁型材标准(JBT10854-2008水平连续铸造铸铁型材) 性能要求。同时,伸长率指标均超过LZQT500-7规定的指标。与拉伸性能结果类似,反弧度法试样的抗压强度高于未实施反弧度法试样的抗拉强度。 如果1次烘炉约需3天时间,则1年当中约1个月不能生产,影响极大。为了实现能够连续生产的目的,1是增加工频感应炉数量,2是增加1套烘炉电源设备。首钢铸造厂在建设铸铁型材车间时,就是在原有1变2炉基础上增加1台工频感应炉及相应的电源设备;国内另1个离心球墨铸铁管生产厂家则在原有1变2炉基础上,拟增加1套烘炉电源设备。无论采用如上所说的哪种措施,都要增加相应的设备与设施,也就增加了占地与投资。



