




想了解201精密光亮管汽车零件定做加工产品的更多信息?一部视频,让你轻松get到所有重点!
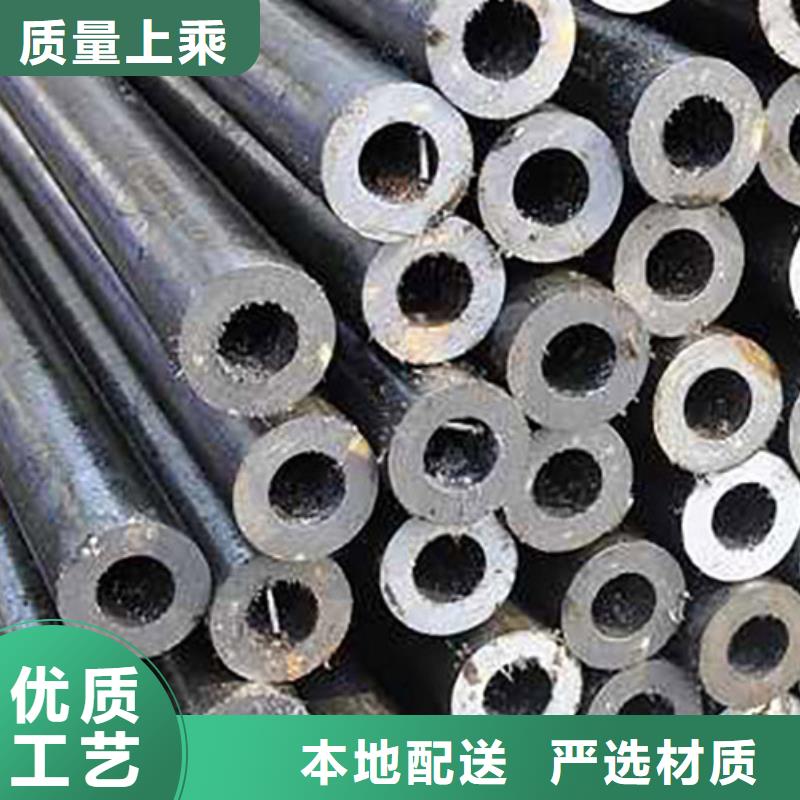
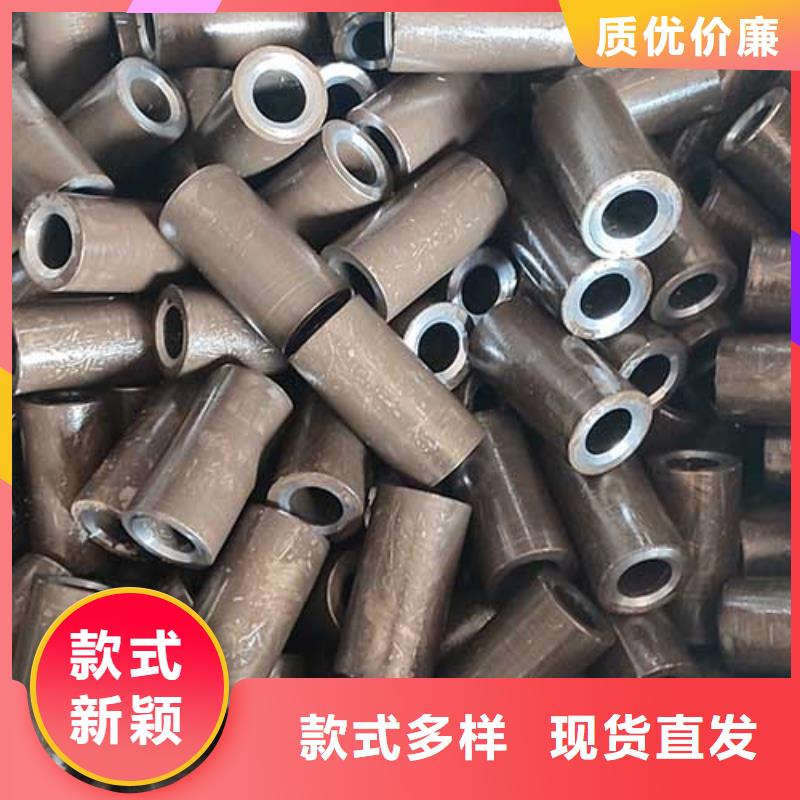
以下是:浙江湖州201精密光亮管汽车零件定做加工的图文介绍

16mn精密钢管依据淬火溫度范围之内,淬火延性可分成低和高淬火延性[2]。16mn精密钢管热处理淬火延性的溫度范畴250?400的钢℃淬火脆裂,它是一个延展性延性变化溫度较高明显个人所得奥氏体铝合金后。16mn精密钢管脆裂都还没淬火方式,随后加温到,它也被称作%26ldquo;不可逆性的淬火延性%26rdquo;。它关键产生在碳素钢和极高抗压强度高合金钢等高精密。人们有16mn精密钢管脆裂破裂是沿晶破裂和晶间或准解理破裂混和。其缘故淬火延性,一般觉得:(1)淬火,造成晶界脆裂全过程中渗碳体为块状原铁素体晶界是息息相关的。(2)如磷原铁素体晶界缩松的残渣原素都是淬火延性的缘故之一。磷低于0.005%的纯净度,16mn精密钢管不造成超低温淬火延性。铁素体晶界缩松磷在物质的发热量,维持热处理后。旧铁素体晶界缩松,磷淬火渗碳体的溶解在铁素体晶界,这2个要素的延性,促使了超低温淬火脆裂的产生。铝合金原素具备在16mn精密钢管上超低温淬火延性的危害更大。铬和锰推动的残渣原素如磷缩松在铁素体晶界,进而推动超低温淬火延性,钨和钒大部分沒有危害,钼减少延性变化溫度的淬火16mn精密钢管的延展性,但沒有充足的抑止淬火延性的。硅淬火渗碳体溶解能够 延迟时间,其造成的溫度升高,可精密度钢淬火脆化温度产生


近几年,钢管市场出现了,一种新的钢管,这就是精密钢管。许多会使用到钢管的行业,都开始选择精密钢管了。因为这种钢管有着,非常卓越的使用性能。这让所有的行业,在使用的过程中,都不会遇到很多麻烦的问题。其次还因为精密钢管,可以适应各种后续的加工。一般的钢管,由于自身并不是那么的稳定,在加工的过程中,很有可能会出现裂缝,或者是不规则变形的情况。一旦管道出现了,这样的一些问题,这会带来很多后续的问题。如果发生变形的部位,只是很小一部分,那么直接将这个部分,进行切除就行了。可要是发生变形的部位,已经是非常大了。想要确保使用的性能,那就必须要更换,一条新的钢管了。无论是遇到哪种情况,无论是选择哪一种处理方式,这都是会带来一定的损失。可如果使用了精密钢管,就完全不会存在,这些方面的担心。因为这种钢管,在制作的过程中,就对于管道进行了一定的强化处理。这让精密钢管本身,金属的变形变得更加的均匀,同时这可以让精密钢钢管,其中某一个部分,在加工的过程硬化。比如说在变形的部分,产生了硬化之后,就可以让变形,不会朝着其他,没有发生形变的部位扩散。这确保了在使用过程中,不会因为管道的变形,可能带来的危害以及损失。



热轧厂生产的热轧带钢板卷.是在高温下进行轧制和卷取的.带钢表而在相应的条件下生成的氧化铁皮,精密钢管能够很牢固地覆盖在带钢的表而上.并掩盖着带钢表而的缺陷。从轧钢的角度来讲,若将这些带氧化铁皮的带钢直接送到冷轧机去轧制将会带来许多问题,一是在大压下量的条件下进行轧制,会将氧化铁皮压入带钢的基体.影响冷轧板的表而质量及加工性能.甚至造成废品;二是氧化铁皮破碎后进入冷却润滑轧辊的乳化液系统会损坏循环设备.缩短了乳化液的使用寿命;三是损坏了表而光洁度和加工精度都很高并且价格昂贵的冷轧辊。因此.带钢在冷轧之前,必须其表而氧化铁皮.以保证所生产的冷轧带钢的表而质量。从生产热镀锌钢板的角度来讲,采用热轧带钢直接进行热浸镀锌,也要同采用冷轧钢板一样.在镀锌前要使带钢其有洁净并有活性的表而。为了获得这样的表面.需要对热轧带钢进行处理以除去表而的氧化铁皮.通常的做法是进行酸洗处理。精密钢管钢管氧化铁皮一般有两种:一种是在常温下、在潮湿的环境中.并且有SO.CO,溶解于水分中起催化作用所生成的氧化物—铁锈。这种锈层呈红褐色,是由两价和三价的铁与氧的化合物以及结晶水构成的。另一种是在高温下生成的氧化物铁皮.俗称铁鳞.暗黑色或黑褐色。‘它是在两种情况下生成的:一种是在轧制或焊接时生成的轧制铁皮;另一种是在热处理过程中由于氧分压大于铁的平衡氧分压所生成的氧化铁皮(在保护气氛或还原气氛下退火时除外)。在生产热镀锌钢管、电镀镀锌钢管、涂层钢管或塑料覆层钢管时,这层铁皮必须加以.否则会对产品质量造成严重影响.甚至不能生产出合格的产品。在镀锌前即使很薄的铁皮存在.也不可能镀上完整、连续的锌层。在进行涂层或覆层处理时.如果不将表而氧化物,会引起鼓泡和降低涂覆层的耐腐蚀性能。


2、氧化与脱碳、过热与过烧。3、硬度不足。造成淬火工件硬度不足的原因如下。(1)加热温度过低,保温时间不足。检查金相组织时,在亚共析钢中可以看到未溶铁素体,在工具钢中可以看到较多未溶碳化物。(2)?表面脱碳引起表面硬度不足。磨去表层后所测得的硬度比表面高。(3)?冷却速度不够,在金相组织上可以看到黑色屈氏体沿晶界分布。(4)钢材淬透性不够,截面大处淬不硬。(5)采用中断淬火时,在水中停留时间过短,或自水中取出后,在空气中停留时间过长再转人油中,因冷却不足或自回火而导致硬度降低。(6)工具钢淬火温度过高,残余奥氏体量过多,影响硬度。精密钢管当出现硬度不足时,应分析其原因,采取相应的措施。其中由于加热温度过高或过低引起的硬度不足,除对已出现缺陷进行回火,再重新加热淬火补救外,应严格管理炉温測控仪表,定期按计量传递系统进行校正及检修。
4、精密钢管硬度不均,硬度不均匀就是工件淬火后有软点,产生淬火软点的原因如下:(1)?工件表面有氧化皮及污垢等;(2)淬火介质中有杂质,如水中有油,使淬火后产生软点;(3)工件在淬火介质中冷却时,冷却介质的搅动不够,没有及时赶走工件的凹槽及大截面处形成的气泡而产生软点;(4)渗碳件表面碳浓度不均匀,淬火后硬度不均勻;(5)淬火前原始组织不均匀,例如有严重的碳化物偏析,或原始组织粗大,铁素体呈大块状分布。对前三种情况,可以进行一次回火、再次加热,在恰当的冷却介质及冷却方法的条件下淬火补救。对后两种情况,如淬火后不再加工,则一旦出现玦陷,很难补救。对尚未成形加工的工件,为了碳化物偏析或粗大,可用不同方向的锻打来改变其分布及形态。对粗大组织可再进行一次退火或正火,使组织细化及均匀化。
5、组织缺陷,有些零件,根据服役条件,除要求一定的硬度外,还对金相组织有一定的要求,例如对中碳或中碳合金钢淬火后马氏体尺寸大小的规定,可按标准图谱进行评级。马氏体尺寸过大,表明淬火温度过髙,称为过热组织。对游离铁索体数量也有规定,过多表明加热不足,或淬火冷却速度不够。其他如工具钢、髙速钢,也相应地对奥氏体晶粒度、残余奥氏体量、碳化物数量及分布等有所规定。对这些组织缺陷也均应根据淬火具体条件分析其产生原因,采取相应措施及补救。但应注意,有些组织缺陷还与淬火前的原始组织有关。例如粗大马氏体,不仅淬火加热温度过髙可以产生,还可能由于淬火前的热加工所残留的过热组织遗传所致,因此,在淬火前应采用退火等办法过热组织。回火缺陷与,生产中常见的回火缺陷有:硬度过高或过低,硬度不均匀,以及回火产生变形及脆性等。回火硬度过高、过低或不均匀,主要是由于回火温度过低,过髙或炉温不均匀所造成的。回火后硬度过高还可能是由于回火时间过短。这类问题可以通过调整回火温度等来控制。硬度不均匀的原因,可能是由于一次装炉量过多,或选用加热炉不当所致。如果回火在气体介质炉中进行,炉内应有气流循环风扇,否则炉内温度不可能均匀。回火后工件发生变形,常由于回火前工件内应力不平衡,回火时应力松弛或产生应力重新分布所致。要避免回火后变形,或采用多次校直多次加热,或采用压具回火等措施。
4、精密钢管硬度不均,硬度不均匀就是工件淬火后有软点,产生淬火软点的原因如下:(1)?工件表面有氧化皮及污垢等;(2)淬火介质中有杂质,如水中有油,使淬火后产生软点;(3)工件在淬火介质中冷却时,冷却介质的搅动不够,没有及时赶走工件的凹槽及大截面处形成的气泡而产生软点;(4)渗碳件表面碳浓度不均匀,淬火后硬度不均勻;(5)淬火前原始组织不均匀,例如有严重的碳化物偏析,或原始组织粗大,铁素体呈大块状分布。对前三种情况,可以进行一次回火、再次加热,在恰当的冷却介质及冷却方法的条件下淬火补救。对后两种情况,如淬火后不再加工,则一旦出现玦陷,很难补救。对尚未成形加工的工件,为了碳化物偏析或粗大,可用不同方向的锻打来改变其分布及形态。对粗大组织可再进行一次退火或正火,使组织细化及均匀化。
5、组织缺陷,有些零件,根据服役条件,除要求一定的硬度外,还对金相组织有一定的要求,例如对中碳或中碳合金钢淬火后马氏体尺寸大小的规定,可按标准图谱进行评级。马氏体尺寸过大,表明淬火温度过髙,称为过热组织。对游离铁索体数量也有规定,过多表明加热不足,或淬火冷却速度不够。其他如工具钢、髙速钢,也相应地对奥氏体晶粒度、残余奥氏体量、碳化物数量及分布等有所规定。对这些组织缺陷也均应根据淬火具体条件分析其产生原因,采取相应措施及补救。但应注意,有些组织缺陷还与淬火前的原始组织有关。例如粗大马氏体,不仅淬火加热温度过髙可以产生,还可能由于淬火前的热加工所残留的过热组织遗传所致,因此,在淬火前应采用退火等办法过热组织。回火缺陷与,生产中常见的回火缺陷有:硬度过高或过低,硬度不均匀,以及回火产生变形及脆性等。回火硬度过高、过低或不均匀,主要是由于回火温度过低,过髙或炉温不均匀所造成的。回火后硬度过高还可能是由于回火时间过短。这类问题可以通过调整回火温度等来控制。硬度不均匀的原因,可能是由于一次装炉量过多,或选用加热炉不当所致。如果回火在气体介质炉中进行,炉内应有气流循环风扇,否则炉内温度不可能均匀。回火后工件发生变形,常由于回火前工件内应力不平衡,回火时应力松弛或产生应力重新分布所致。要避免回火后变形,或采用多次校直多次加热,或采用压具回火等措施。


恒金属材料销售 (湖州市分公司)占地面积21000平方米,拥有员工374人,其中技术人员86人,工程师21人,技术实力雄厚、经验丰富。在全体员工的努力下,不断创新,同时公司每年投入大量资金引进先进技术及工艺,添置精良加工、检测设备。 檐沟产品广泛应用于各行业,并获得一致的好评。


