





为了给您提供更的球墨铸铁管三通零售产品信息,我们上传了的产品视频。请花几分钟时间观看,您会发现更多惊喜。
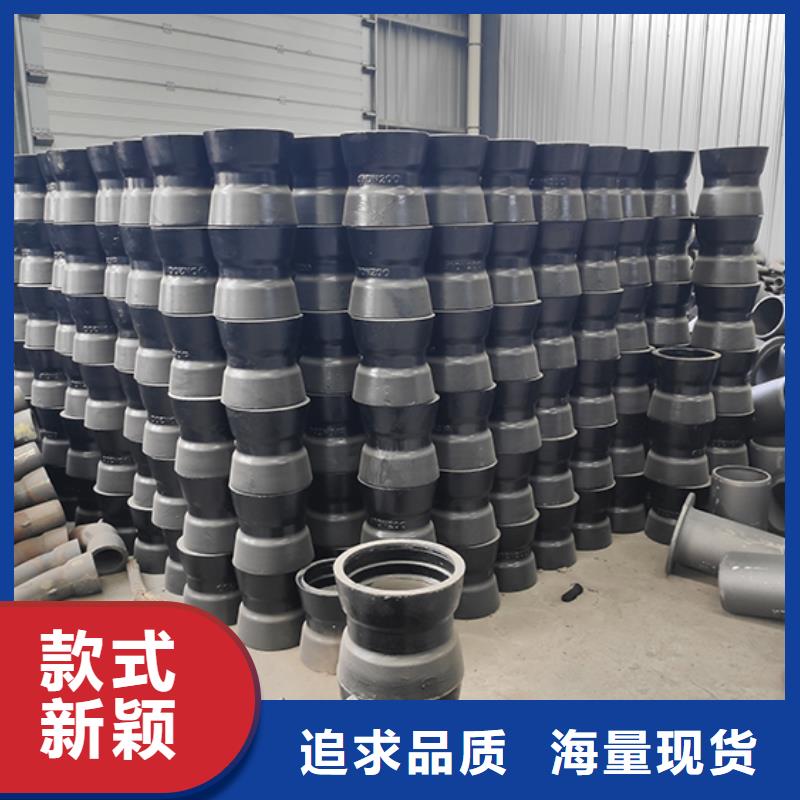
以下是:球墨铸铁管三通零售的图文介绍
鑫福兴管业(湖北省分公司)厂家成立于2019年,是一家集【球墨铸铁管配件】研发、生产和销售于一体的高新技术型企业。厂家主要研发和生产【球墨铸铁管配件】等配套产品,承接【球墨铸铁管配件】开发和定制业务。




球墨铸铁管配件主要应用与市政,天然气、水运输等,有较高的性价比。与PE管相比,安装时球墨铸铁管更为简便,承压力好,并且密封性及腐蚀性也比PE管有显著,下面给大家介绍下球墨铸铁管的连接方式。1、法兰连接法兰连接原理是球墨铸铁管和钢管均转换为法兰盘接口,从而实现标准对接。球墨铸铁管有两种标准管件,分別为盘承短管与盘插短管,如盘承短管管件的承口或插口可以与正常管道相连,从而使得管线转换为法兰盘接口,只需与对应的钢制法兰进行连接即可。此种方法特点是,连接方式比较通用,法兰的制作为标准件,确保连接的稳定性。需要注意的是双方的法兰不仅需要公称值一致,PN值也应一致才能连接。法兰连接的劣势是,如果直接埋地,螺栓腐蚀风险较大,将来可能出现接口漏水等问题,有的设计规范也要求螺栓不能直接埋地。法兰连接因为采用螺栓紧固确保密封效果,人工操作的影响较大。2、承插连接承插连接的方法是,对于球墨铸铁管确保连接位置为承口(如果不是则用双承套管,使得插口端转换为承口端),钢管端在其承口外径焊接层额外的钢板,使得钢管的外径确保与球墨铸铁管外径相同。然后插入球墨铸铁管的承口进行安装承插在接的优势足不存在螺栓埋地的腐蚀风险。但足对于大口径管道,钢管的壁厚较薄,同时钢管是从井室中伸出的情况下,可能出现由于井室沉降,导致钢管经向变形过大,从而有接口漏水的风险。



山西鑫福兴管业有限公司生产各种规格球墨铸铁管,球墨铸铁管配件。我们是球墨铸铁管厂家。我公司产品质量,始终坚持和“质量是企业生存之本,为用户提供满足的产品和服务是我们永恒的追求”的质量方针。4、暂时盲板的结构和方式应满意受力需求,试压时其背面应做牢靠支撑。本公司生产的球墨铸铁管规格是DN80-DN800;球墨铸铁管系列产品,管件及井盖。我公司出产的球墨铸铁管能承受很高的内压,在进行水压实验中,实验压力比国际尺度和欧洲尺度都高出1MPa。球墨铸铁管还具有良好的抗外压性,可以降低管床和保护层制作的要求,使管道铺设既经济又可靠。湖南省衡阳市石鼓区500球墨铸铁管耐腐蚀用焊接的方法与管子连接的管道配件。包括弯头,法兰盘,三通,异径管,封头等产品另外,喷沥青漆、内衬水泥等措施保证了铸管的内、外抗侵蚀性。我公司的喷锌质量符合ISO8179的划定,每平方米的管道小喷锌量为130g,沥青漆的厚度不低于70μm,水泥砂浆内衬质量符合的划定,保证砂浆坚固密室、光滑、附着力强。5、管道敷设时弯头、三通和固定盲板处均应砌筑性支墩。球墨铸铁钢管是运用18号以上的铸造铁水在添加球化剂后,经过离心球墨铸铁机高速离心后铸造而成的管材,简称球管,球铁管以及球墨铸管等,其主要成分有碳,硅,锰,硫,磷和镁等。离心球墨铸铁管采用的水冷铸造设备和新工艺,通过ISO9001国际质量体系认证,产品严格按照BT/13295-2013国际标准组织生产和检验,确保每根铸管具有良好的机械性能和较长的使用寿命;以精良的设施装备,雄厚的技术力量,科学的管理体系为支撑。公司供应的离心球墨铸铁管及配套管件具有高强度,高延伸率,外观平整,抗腐蚀等卓越性能。产品主要用于城市输水、自来水、城市管网、消防工程、花园小区等流体压力主管道。球墨铸铁管规格(DN100-DN800)。湖南省衡阳市石鼓区500球墨铸铁管耐腐蚀球墨铸铁管与钢管性能比较:钢管可分为无缝钢管和无缝钢管,给水管道中槽一般采用开缝管。与球墨铸铁管相比,钢管具有韧性好、抗拉强度高、管壁薄、耐高压、管材长、接头少等优点。其缺点是耐腐蚀性差,价格昂贵。;4.正确的加入管模粉的用量,减少浇涛铁水中的不熔金属合金.公司成立开始,就确定了“尊崇客户、铸造、苛求质量、追求卓越”的质量方针,秉着“务实、开拓、创新、发展”的企业理念,以的产品争他人之先,创同行之。


影响球墨铸铁管配件生产的7大因素: (1)碳当量:铁水碳当量过高(尤其是高硅含量),使石墨球化的影响。试验表明,厚壁铸件,当碳当量超过共晶成分是可能产生开花石墨。但增加的碳含量增加铁水镁回收率。因此,大多数高碳低硅生产的原则,通常硅含量在2%左右控制。此外,碳当量,铸件壁厚的选择:当管壁厚度为6.5?76毫米,碳当量的4.35%至4.7%;壁厚>76毫米,碳当量的4.3%到40.35%。 (2)硫:当铁液中的含硫量太高时,硫与镁和稀土生成硫化物,因其密度小而上浮到铁液表面,而这些硫化物与空气中的氧发生反应生成硫,硫又回到铁液,又重复上述过程,从而降低了镁与稀土含量。当铁液中的硫大于0.1%时,即使加入多量的球化剂,也不能使石墨完全球化。 (3)稀土与镁:稀土与镁含量过低时,往往产生球化不良或球化衰退现象。一般工厂要求球化剂的加入量为1.8%~2.2%。 (4)壁厚:铸件壁太厚也容易产生球化不良及衰退缺陷,主要是因为铁液在铸型中长时间处于液态,镁蒸汽上浮,造成镁含量降低;共晶时大量石墨生成而释放出的结晶潜热使奥氏体壳重新熔化,石墨伸出壳外而畸形长大,形成非球状石墨。 (5)温度:若铁液温度过高,铁液氧化严重,由于镁与稀土易与氧化物产生还原反应,而使得镁、稀土含量降低,同时高温也将增加镁的烧损和蒸发;铁液温度太低,球化剂不能熔化和被铁液吸收,而上浮至铁液表面燃烧或被氧化。 (6)滞留时间:铁液中镁的含量是随孕育处理后停留时间的增加而减少,其主要原因是因硫及镁、稀土的氧化与蒸发造成的。一般情况下,滞留时间不超过20min。 (7)浇冒口:冒口设计是不合理的,将有施法时间太长,铁水飞溅,以及空气中的参与,因此,镁,稀土氧化物是严重的。



