




无论您是初次接触还是已经熟悉,我们的生产销售大口径研磨管厂家产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:生产销售大口径研磨管厂家的图文介绍


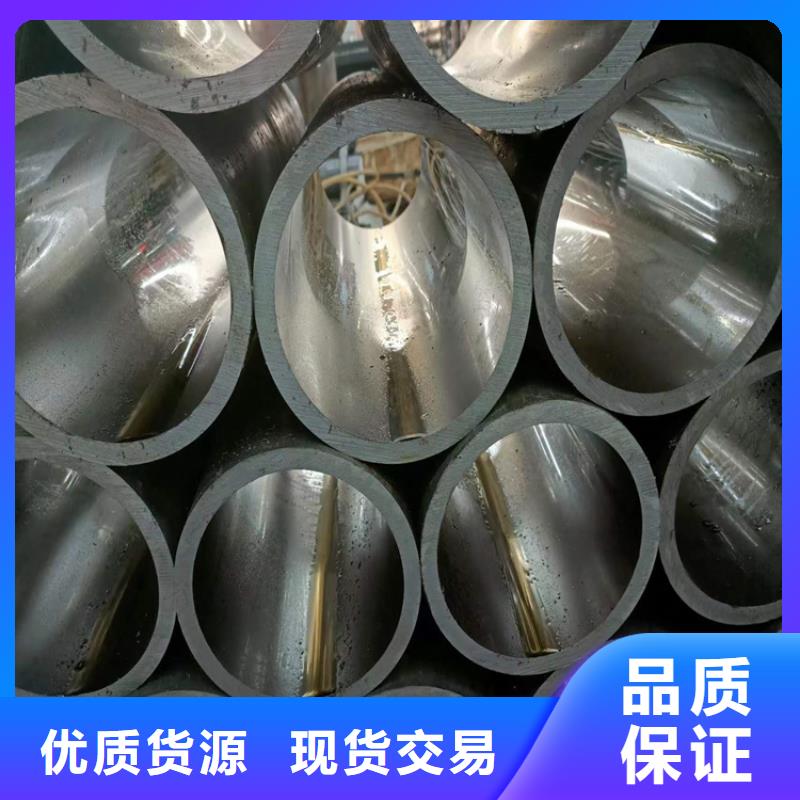
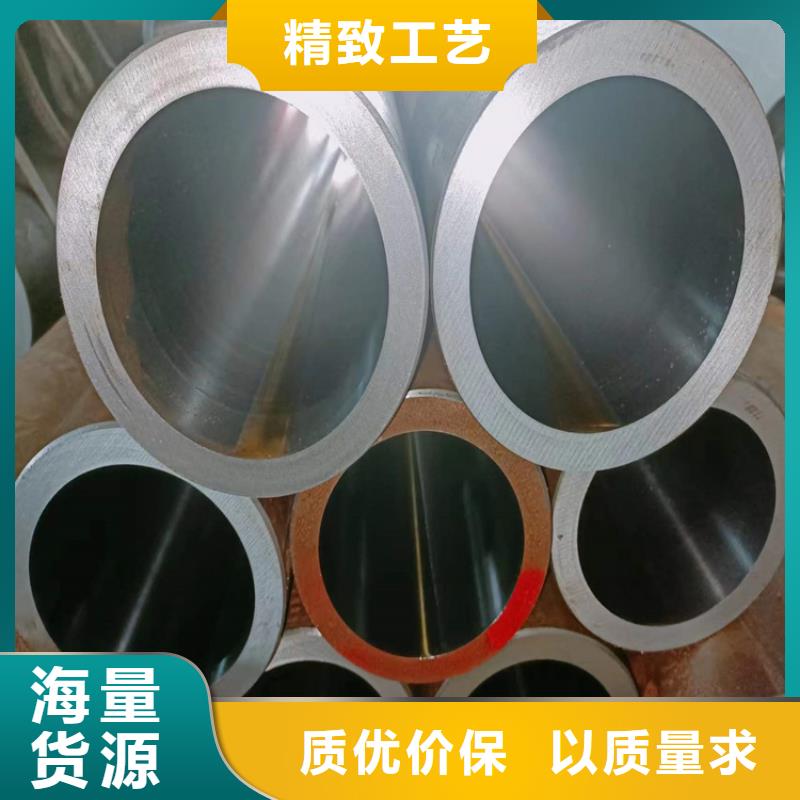
企业旺旺珩磨管绗磨管油缸管绗磨管是一种通过冷拔或热轧处理后的一种高精密的钢管材料。由于小口径珩磨管内外壁无氧化层、承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口、压扁无裂缝等有点,所以主要用来生产气动或液压 元件的产品,如气缸或油缸,可以是无缝管。绗磨管的化学成分有碳C、硅Si、锰Mn、硫S、磷P、铬Cr。 镀铬液压珩磨管存放要注意哪些事项以及后期怎样保养 、如何对镀铬液压珩磨管进行酸洗1.对镀铬液压珩磨管进行酸洗,在对镀铬液压珩磨管进行酸洗时一都会用化学和电解两种方法,这两种方法可有将镀铬液压珩磨管管道的氧化皮去除掉。2.之所以会将其分成两种方法进行原因是由于化学清洗只可以将表面清洁的非常彻底,对于一些细缝中就很难达到人们所想的结果了。镀铬液压珩磨管怎样保养能够延长使用寿命



企业旺旺珩磨管绗磨管油缸管钢市上演了一小波反弹行情,累计持续两周左右。以上海市场为例,大口径绗磨管现货价格从3600元/吨涨至3760元/吨,上涨160元/吨,同一时间内北京市场仅反弹100元/吨。这反映出行情仍受需求预期驱动较强,心理因素起到了一定推动作用45#绗磨管滚压工艺光洁度是效的 油缸是工程机械主要部件,传统的加工方法是:拉削缸体——精镗缸体——磨削缸体。采用滚压方法是:拉削缸体——精镗缸体——滚压缸体,工序是3部分,但时间上对比:磨削缸体1米大概在1-2天的时间,滚压缸体1米大概在10-30分钟的时间。投入对比:磨床或绗磨机(几万——几百万),滚压刀(1仟——几万)。滚压后,孔表面粗糙度由幢滚前Ra3.2~6.3um减小为Ra0.4~0.8&um,孔的表面硬度提高约30%,缸筒内表面疲劳强度提高25%。油缸使用寿命若只考虑缸筒影响,提高2~3倍,镗削滚压工艺较磨削工艺效率提高3倍左右。以上数据说明,滚压工艺是的,能大大提高缸筒的表面质量。


液压机械(菏泽市分公司)经销批发的 珩磨管报价在消费者当中享有较高的地位,公司与多家零售商和代理商建立了长期稳定的合作关系。我们的产品品种齐全、价格合理。公司实力雄厚,重信用、守合同、保证产品质量,以多品种经营特色和薄利多销的原则,赢得了广大客户的信任。 公司本着“品质至上、信誉至上、服务至上、时间至上”的企业经营理念,“诚信经营、信誉为本”的经营宗旨。坚信客户永远是公司发展的源泉,坚持以市场为导向,以完善的售后服务为承诺,我们积j i参与推广以及行业交流活动,公司在长期的发展过程中以过硬的产品质量的优势和国内许多大型的公司都建立了长期良好的合作伙伴关系,我们也热诚欢迎国内外客户来我司考察,参观及技术交流;广纳博交的企业精神,愿与社会各界朋友精诚合作,共创美好家园!




企业旺旺珩磨管绗磨管油缸管小口径绗磨管麻点缺陷处理 在加工之前表面会有很多的麻点,这是影响小口径绗磨管质量的重要因子,要想经过绗磨后获得质量好的液压油缸管 ,就需要对这些麻点进行修复。那么,小口径绗磨管表面缺陷的修复方法有哪些呢?1.加大冷拔变形量增加冷拔变形道次,加大总变形量,可以达到降低麻点深度,减小珩磨磨削余量的目的。2.优选热轧管坯料冷拔管麻点缺陷均是由热轧管所引起的,所以,通过选择锈蚀程度小、壁厚均匀的热轧管,可以减少麻点缺陷,提高缸筒的成材率。3.热轧管内孔缺陷清理。


企业旺旺珩磨管绗磨管油缸管27simn绗磨管生产厂所谓调质,一般是指含碳量在0.3-0.6%的中碳钢.一般用这类绗磨管制作的零件要求具有很好的综合机械性能,即在保持较高的强度的同时又具有很好的塑性和韧性,人们往往使用调制处理来达到这个目的,所以人们习惯上就把这一类绗磨管称作调质钢山东大口径绗磨管市场出现回调行情 如果9月份的行情围绕需求复苏展开,那么10月份行情会回到供需博弈上。从需求来看,9月份终端需求普遍减少。一是房地产新开工面积连续2个月回落,新开工累计增速环比3个月回落,印证了今年下半年房地产调控从严的特点。二是制造业、汽车行业虽有改善,但也依旧疲软,今年前8个月,我国承接新船订单同比大幅下降,8月份制造业投资数年来首次出现负增长。三是基建虽有改善,但增长幅度有限,靠基建对冲需求下滑相对困难。



