




观看我们的产品视频,就像打开了一扇通往护栏【景观护栏】好品质选我们产品世界的窗户。您将看到产品的每一个细节,感受到它的每一处独特之处。视频将为您呈现一个真实、立体的产品形象,让您对它有更深入的了解和认识。
以下是:护栏【景观护栏】好品质选我们的图文介绍

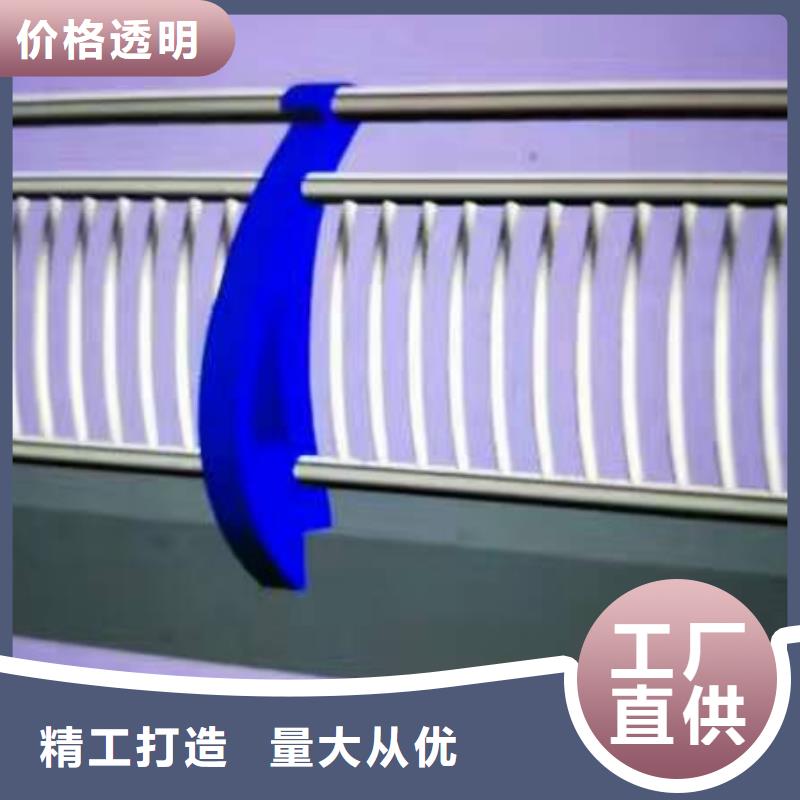
不锈钢复合管工程集输管线选用不锈钢复合管。该管材属于新一代设计产品,对于输送混合气液有着广泛的应用前景,为先导试验区建设打开新局面由于该新型管材在油田地面建设工程尚未接触,焊接工艺尚未成熟,处于摸索阶段。不锈钢复合管厂对焊接工艺非常重视,积极与业主和设计联系,成立不锈钢复合管焊接工艺领导小组。不锈钢复合管焊接这种新工艺,对焊工更是一种新的挑战,焊工在培训期间非常积极。通过每天的焊件外观检查总结,焊接水平不断提高,培训效果良好,为保证该类管材的焊接质量奠定了良好的基础,同时为先导试验区工程建设打开良好局面,为工程保质保量顺利进行打下坚实基础。不锈钢复合管对于各种的焊接技术要不断地进行了解,对于焊接的质量要不断地进行去把握,这样的话不锈钢复合管的焊接要是重视起来的话那么不锈钢复合管就会有更大的用处,另外在选择不锈钢复合管的时候要注意看准质量,仔细进行选择,这样的话不锈钢复合管才会发挥出来更好地效果!不锈钢复合管由不锈钢和碳素结构钢两种金属材料采用无损压力同步复合成的新材料,兼具不锈钢抗腐蚀耐磨和卓越美丽的外表,以及碳素钢良好的抗弯强度及抗冲击性。


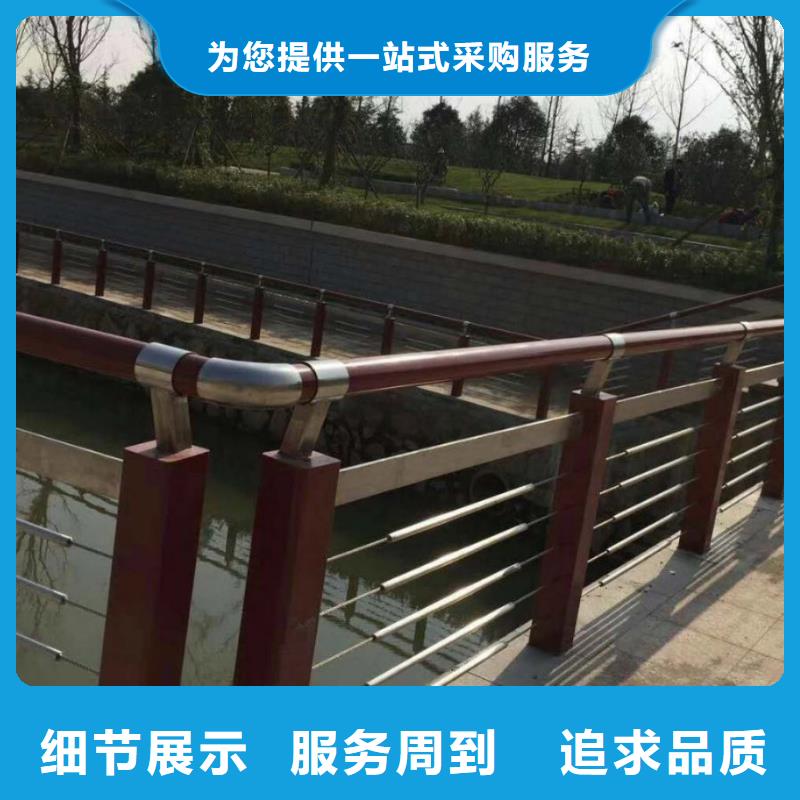
桥梁护栏是安装灯的,只有安装了灯,桥梁护栏到了晚上才会更加明亮好看,桥梁护栏的灯是如何进行施工的呢?以下是常见的施工的主要的步骤和相关的方法供大家进行参考:
一、施工准备:
1、 机具:电焊机(望柱焊接)、氩弧焊机、角磨机、电缆线各一套;
2、 辅助工具:榔头、铁毡、墨斗、线垂、水准仪、施工线、钢卷尺、记号笔、扫帚等;
3、 辅料:粗细不等钢筋、水泥、河砂、建筑胶水、钢丝球、3.2焊条、302不锈钢焊丝;
二、施工工序: 清理干净基础预埋---根据图纸尺寸定位放线 –用水准仪测定预埋钢板标高---以******预埋钢板定位两端望柱电焊—在两端望柱上拉两根施工线---中间望柱就位电焊---护手不锈钢管焊接---中间横挡安装(套装饰盖)---装饰盖安装(用水泥砂浆填缝,水泥砂浆加胶水)---望柱满焊---清理卫生;
一、施工准备:
1、 机具:电焊机(望柱焊接)、氩弧焊机、角磨机、电缆线各一套;
2、 辅助工具:榔头、铁毡、墨斗、线垂、水准仪、施工线、钢卷尺、记号笔、扫帚等;
3、 辅料:粗细不等钢筋、水泥、河砂、建筑胶水、钢丝球、3.2焊条、302不锈钢焊丝;
二、施工工序: 清理干净基础预埋---根据图纸尺寸定位放线 –用水准仪测定预埋钢板标高---以******预埋钢板定位两端望柱电焊—在两端望柱上拉两根施工线---中间望柱就位电焊---护手不锈钢管焊接---中间横挡安装(套装饰盖)---装饰盖安装(用水泥砂浆填缝,水泥砂浆加胶水)---望柱满焊---清理卫生;
三、施工方法:
1、 构件定位放线: 根据图纸尺寸确定望柱边线及边线用墨斗线弹出位置;然后确定出望柱安装位置;
2、 望柱安装就位: 用水准仪测量出预埋钢板标高,以******预埋钢板标高先安装两端望柱,望柱用粗细不等的钢筋垫到相同标高后点焊;然后拉两根施工线做为控制线,中间一根,顶部一根;中间望柱安装以控制线为标准安装顺直。



鑫旺通不锈钢护栏厂(鹤壁市分公司)严格执行质量管理体系标准。 公司研发设计生产出的 201不锈钢复合管护栏产品,品质,品味,满足不同消费群体的个性需求,在内地许多城市设立多个分公司和办事处, 201不锈钢复合管护栏产品畅销全国各大城市,欧美等全球地区。
鑫旺通不锈钢护栏厂(鹤壁市分公司)全体员工将一如既往,锐意进取,以优良品质,以朴质诚信的心胸与各界朋友真诚合作,互利共赢。


桥梁护栏在安装时我们应该注意的事项:1.在安装桥面护栏前,安装场合尺寸要好,安装过程中需要使用模具,模具应保持清洁,以免在安装过程中影响护栏网的安装质量。在安装护栏网时,一定要事先测量护栏网的长度和使用的钢筋长度,以避免在安装过程中出现护栏网的不足。2,被安装在桥梁护栏安装的整个表面不能被用于安装拼缝方式,所以的测量为在安装之前安装一定规模。在安装过程中,保证了材料的直栅栏;安装完成后,仔细检查,避免出现空心的问题。3、桥梁护栏的安装工程,一定要有专业的安装工人进行安装,在安装操作的过程中,需要非常精细认真,这样才能保证安装护栏的更耐用。桥梁护栏是指设置于桥梁上的护栏。其目的是为了防止失控车辆越出桥外,具有使车辆不能突破、下穿、翻越桥梁以及美化桥梁建筑的功能,桥梁护栏制造工艺有哪些注意事项呢,常州力格护栏公司来为大家进行介绍:1、基材浇注 :立柱、横梁、栏片和柱帽的浇注成型,基材配合比由试验室试验确定。制备立柱、横梁、栏片和柱帽的基材同时使用粗细骨料。基材搅拌应采用强制式搅拌机,材料计量误差应按TB10210的规定执行。
搅拌时间应符合所用搅拌机的规定,已保证搅拌均匀。2、立柱、上下横梁、栏片和柱帽模具应有足够的强度、刚度和稳定性。模具的长度、宽度和高度 尺寸偏差为±2㎜。在浇注成型前应将模具清擦干净,并在其内壁涂上一层脱模剂。3、钢筋焊接与图层 :钢筋加工的形状、尺寸应符合设计规范。钢筋的表面应洁净、无损伤,油渍、漆污和铁锈等应在使用前干净。带有颗粒状和片状老锈不得使用。钢筋应平直,无局部弯曲。钢筋焊接骨架的所有钢筋相交点必须焊接。钢筋下料长度和间距偏差不应大于±5㎜。
搅拌时间应符合所用搅拌机的规定,已保证搅拌均匀。2、立柱、上下横梁、栏片和柱帽模具应有足够的强度、刚度和稳定性。模具的长度、宽度和高度 尺寸偏差为±2㎜。在浇注成型前应将模具清擦干净,并在其内壁涂上一层脱模剂。3、钢筋焊接与图层 :钢筋加工的形状、尺寸应符合设计规范。钢筋的表面应洁净、无损伤,油渍、漆污和铁锈等应在使用前干净。带有颗粒状和片状老锈不得使用。钢筋应平直,无局部弯曲。钢筋焊接骨架的所有钢筋相交点必须焊接。钢筋下料长度和间距偏差不应大于±5㎜。

