



一分钟,了解产品的全部魅力!观看我们的27SiMn冷拔油缸专用管长期现货优惠产品视频,为您的购买决策提供有力支持。
以下是:27SiMn冷拔油缸专用管长期现货优惠的图文介绍


冷拔钢管是钢管的一种型号,在各种的场所中也是应用比较广泛的。冷拔钢管的加工和制作步骤是非常的复杂的,也是比较的的。对于它的制作我们也是不言而喻的,它是怎么进行制作,有什么比较重要的流程呢?冷拔钢管用拉拔、挤压、穿孔等方法生产的整根钢管表面没有接缝的钢管。是一种具有中空截面、周边没有接缝的圆形,方形,矩形冷拔钢管。是用钢锭或实心管坯经穿孔制成毛管,然后经冷拨制成。冷拔钢管是用于机械结构、液压设备的尺寸精度高和表面光洁度好的精密冷拔无缝管。选用精密无缝管制造机械结构或液压设备等,可以大大节约机械加工工时,提高材料利用率,同时有利于提高产品质量。在制作中比较重要的就是冷拔钢管的成型技术,比较重要,也是难点。
冷拔钢管热轧具有良好的塑性,容易成型,成型后冷拔钢管没有内应力,便于下面工序加工。如建筑用的钢筋,用来进行冲压的钢板,要进行机械加工和热处理的冷拔钢管都是热轧冷拔钢管。冷拔钢管冷轧具有冷加工硬化的特性。由于冷轧具有较好的机械性能,很多直接使用的冷拔钢管都使用冷轧冷拔钢管。如冷扎扭钢筋、冷轧钢丝、冷轧钢板等。
冷拔钢管工艺流程是:热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→坯管→矫直→水压试验(或探伤)→标记→入库。冷拔(轧)无缝钢管:圆圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。
冷拔钢管热轧具有良好的塑性,容易成型,成型后冷拔钢管没有内应力,便于下面工序加工。如建筑用的钢筋,用来进行冲压的钢板,要进行机械加工和热处理的冷拔钢管都是热轧冷拔钢管。冷拔钢管冷轧具有冷加工硬化的特性。由于冷轧具有较好的机械性能,很多直接使用的冷拔钢管都使用冷轧冷拔钢管。如冷扎扭钢筋、冷轧钢丝、冷轧钢板等。
冷拔钢管工艺流程是:热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→坯管→矫直→水压试验(或探伤)→标记→入库。冷拔(轧)无缝钢管:圆圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。



精拉管业(阜阳市分公司)不仅在发 精密无缝钢管市场及行业中有着良好的声誉,在公司管理上更有着系统的组织架构,的管理团队,积j i向上的工作氛围,以及为实现新的战略目标同心协力的员工。



精拉管业(阜阳市分公司)是一家专营(安徽阜阳) 本地 精密无缝钢管的大型企业,可根据客户要求尺寸定做。公司以良好的信誉、优质的产品、雄厚的实力、低廉的价格享誉全国30多个省、市、自治区、直辖市及国外,产品深得用户依赖。
服务三保:保证质量、保证时间、保证数量。
服务宗旨:雄厚的实力、优质的产品、低廉的价格、优质的服务
公司在稳中求创新,与时俱进求发展的理念下发展状大,经过短时间的发展,现已初具规格,形成了一支思想正、作风硬、业务精的员工队伍。今后,公司还要在现有的基础上进一步扩大规模,坚持“顾客至上、以信为本”的经营理念,以高质量的产品、更优质的服务,广交更多的四海新朋,愿我们携手共进、共创事业的辉煌!公司将一如既往地贯彻“务实、进取、发展、创新”宗旨,以更好的产品,更诚挚的服务,满足广大客户的需求,我们的承诺是让您放心,让您满意。




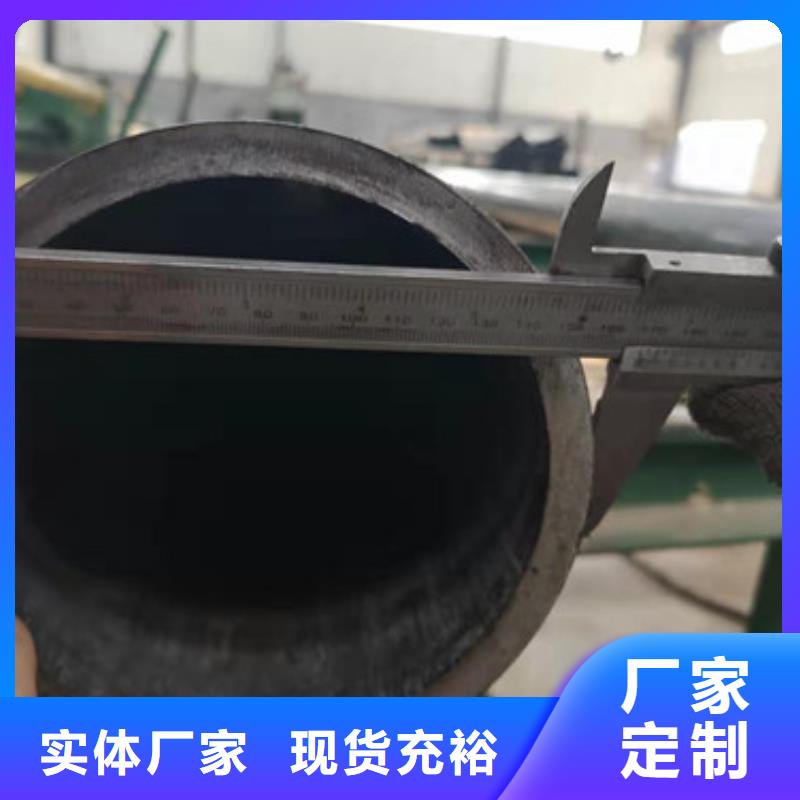
冷拔钢管是钢管的一种,即其按生产工艺的不同分类的一种,区别于热轧(扩)管。在毛管坯或原料管扩径的过程中通过多道次的冷拔加工而成,通常在0.5~100T的单链式或双链式冷拔机上进行。冷轧(拨)钢管除分一般钢管、低中压锅炉钢管、高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、机械加工管、厚壁管、小口径加内模冷拔管其它钢管外,还包括碳素薄壁钢管、合金薄壁钢管、不锈薄壁钢管、异型钢管。冷拔钢管其外径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm尺寸,精度以及表面质量均明显优于热轧(扩)管,但受工艺制约,其口径以及长度均受到一定限制。
冷拔加工钢管正是发生了加工硬化。冷拔时金属发生塑性变形,晶体内部有多个滑移系启动,位错运动彼此拦截,许多位错被钉扎住,造成位错塞积,同时位错源停止动作。上述一系列过程导致了位错的可动性降低,晶体中的位错密度显著增加。当塑性变形进一步发生,应力增加并足以使钉扎的位错开始运动,螺位错交滑移,刃位错不能交滑移,这样发生位错交截,使不动阶数增加。
所以,通过冷拔加工金属内部位错密度增加,位错可动性降低,既难于产生位错又难于移动位错,因而金属材料硬度、强度提高。这就是冷拔加工的金属学原理。
力学原理
冷拔时钢管在力的作用下通过一定形状、尺寸的模具,发生塑性变形。目前,在生产中的拔制方法大致可分成3种:缩径拔管、减外壁拔管和减内壁拔管,冷拔时,钢管在拉拔力、正压力和摩擦力的作用下,发生相应的变形,大都经过缩径、减壁和定径3个阶段,而且变形区内部产生相应的应力,其中轴向为拉应力,径向和周向为压应力,拔管过程中金属处于一向拉和两向压应力状态,这是冷拔管变形过程的基本力学特征。
冷拔加工钢管正是发生了加工硬化。冷拔时金属发生塑性变形,晶体内部有多个滑移系启动,位错运动彼此拦截,许多位错被钉扎住,造成位错塞积,同时位错源停止动作。上述一系列过程导致了位错的可动性降低,晶体中的位错密度显著增加。当塑性变形进一步发生,应力增加并足以使钉扎的位错开始运动,螺位错交滑移,刃位错不能交滑移,这样发生位错交截,使不动阶数增加。
所以,通过冷拔加工金属内部位错密度增加,位错可动性降低,既难于产生位错又难于移动位错,因而金属材料硬度、强度提高。这就是冷拔加工的金属学原理。
力学原理
冷拔时钢管在力的作用下通过一定形状、尺寸的模具,发生塑性变形。目前,在生产中的拔制方法大致可分成3种:缩径拔管、减外壁拔管和减内壁拔管,冷拔时,钢管在拉拔力、正压力和摩擦力的作用下,发生相应的变形,大都经过缩径、减壁和定径3个阶段,而且变形区内部产生相应的应力,其中轴向为拉应力,径向和周向为压应力,拔管过程中金属处于一向拉和两向压应力状态,这是冷拔管变形过程的基本力学特征。
