




不要错过我们上传的辰昌盛通金属材料有限公司铝锰合金管LF-21Y-Φ80/72合作案例多视频!它将为您提供比图文更直观、更的产品介绍,点击观看,让您轻松了解产品详情。
以下是:山西大同辰昌盛通金属材料有限公司铝锰合金管LF-21Y-Φ80/72合作案例多的图文介绍

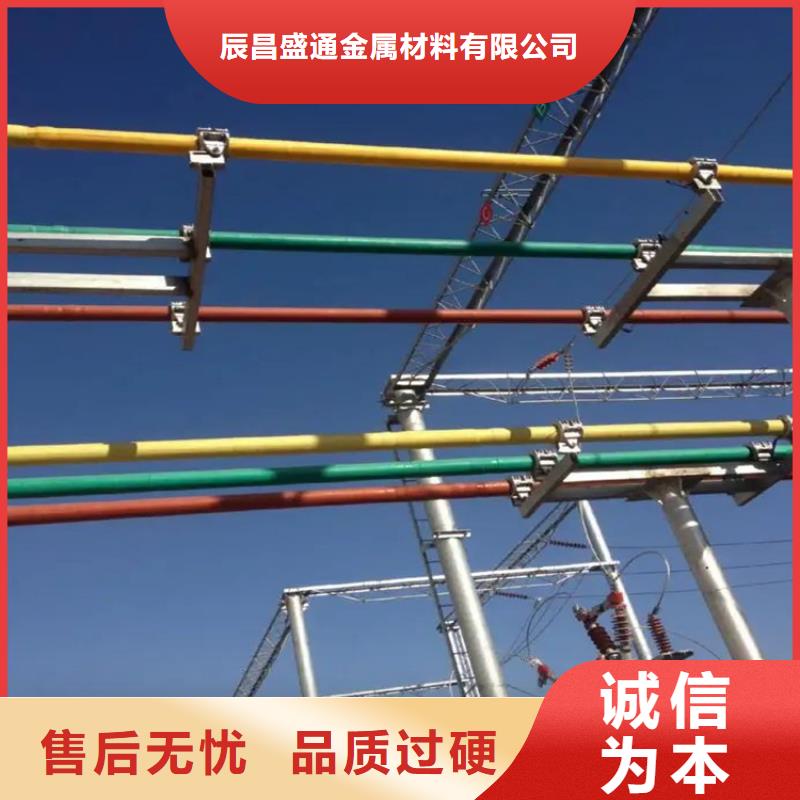
管型母线 系列产品:6063G(6063)铝镁合金管母线,LF21(3A21)铝锰合金管母线,LDRE(6R05)铝镁硅合金管母线,6Z63(6063-Zr)耐热铝合金管母线 ,6063铝镁合金管管形母线、山西大同当地6063G铝镁合金管形母线、山西大同当地LF-21铝锰合金管形母线、山西大同当地3A12铝锰合金管形母线、山西大同当地LDRE铝镁硅合金管形母线、山西大同当地6R05铝镁硅合金管形母线、山西大同当地6Z63耐热铝合金管形母线的三酸化抛槽,尽管我们都能按照一定的配比来调整亮度,但是既要保持亮度,防止产生麻点,又要持续铝型材不容易被控制。那么我们铝型材生产厂家应该从以下这几个方面来注意调节控制:1、山西大同当地用自动线和半自动线抛光料,首先操作者们应该具有一定时期的手动抛光的经验。以便及时的少量补加。自动线和半自动线都必须调整到抛光时间大于30秒,这样才不容易产生缺陷。否则铝型材生产厂家是很难生产出合格产品的。2、山西大同当地抛光槽随着铝型材生产厂家的进行,除了浓度、山西大同当地温度容易变化,它还容易受到操作方式、山西大同当地悬挂方式和装夹数量的多少而发生变化,这时候我们需要根据现场的条件来随时做出判断调整。3、山西大同当地尤其是铝合金材料之间所留的间距要比常规的阳极氧化间距要宽1倍。4、山西大同当地如果能调整到合格的亮度,但是有麻点,就应该考虑到操作的方法和方式:A.降低温度;B.蒸发多于的水;C.缩短抛光时间;D.增加空气搅拌;E.水洗槽加3%硝酸;F水洗采用40度热水。5、山西大同当地调整好槽液以后,要先实验调整操作的条件,化抛时间大于30秒,否则现场是很难操作控制的。6、山西大同当地有了恰当的配比浓度,还必须有正确合格熟练的操作方法,才能保持持续铝型材生产厂家出合格的产品
[


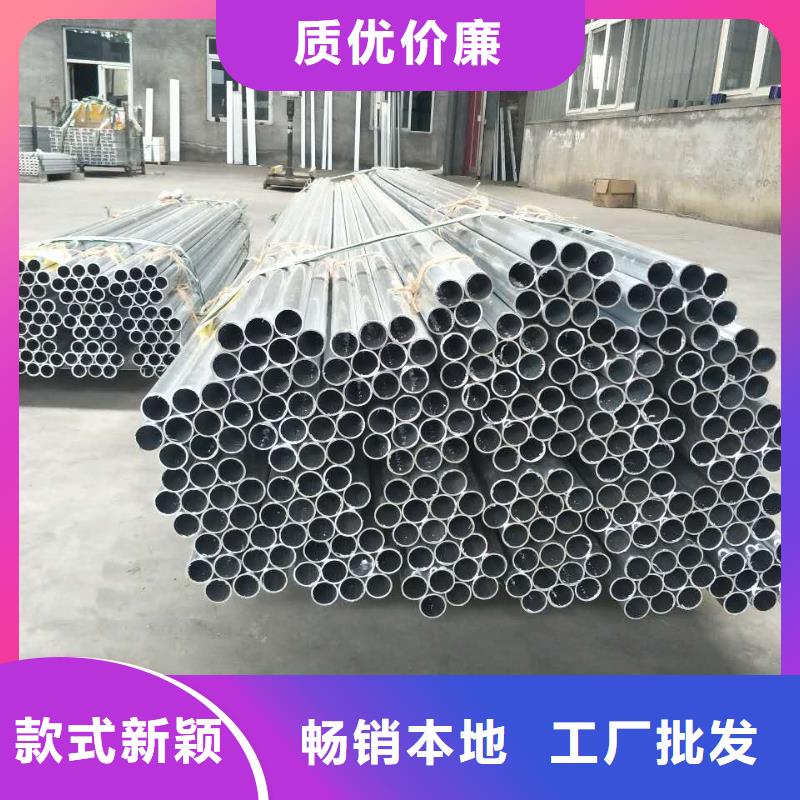
铝镁合金管型 管母线外壳采用铝镁合金管型 管母线合金材料冲压,具有良好的延展性、山西大同同城密度低、山西大同同城导电、山西大同同城传热性、山西大同同城抗腐蚀、山西大同同城外形美观等特点,被广泛应用于仪器、山西大同同城仪表、山西大同同城电子、山西大同同城通信、山西大同同城自动化、山西大同同城传感器、山西大同同城智能卡、山西大同同城工业控制、山西大同同城机械等行业。那么铝镁合金管型 管母线外壳怎么区分压铸铝镁合金管型 管母线和挤压铝镁合金管型 管母线呢?下面忠艺隆小编就针对这个问题来为大家介绍下。挤压的原理是对挤压筒中的铝镁合金管型 管母线棒施加压力,使接近熔点的铝镁合金管型 管母线棒通过模具的模孔挤出模孔的形状。所以挤压铝镁合金管型 管母线型材相当于一个二维平面的延伸,理论上来说这个平面可以无限延伸。但是由于设备的长度限制,长料的后期操作困难,一般挤压铝镁合金管型 管母线型材不超过6米长。然后根据实际使用尺寸进行切割。而压铸的原理是将铝镁合金管型 管母线合金完全熔化然后注入到三维的铝镁合金管型 管母线外壳模具中,并保持一定的压力,冷却后打开模具,一个压铸铝镁合金管型 管母线合金外壳就完成了。压铸铝镁合金管型 管母线外壳的外观种类更丰富。从以上可以看出来挤压铝镁合金管型 管母线外壳只能在二维的截面改变形状,而压铸铝镁合金管型 管母线外壳可以在三维的任意部位改变形状。压铸铝镁合金管型 管母线可以做成一个中空的球,而挤压铝镁合金管型 管母线只能做成中空的圆管,它的两头是通的。所以挤压铝镁合金管型 管母线外壳两头会采用封盖或者铝镁合金管型 管母线板封起来。而压铸铝镁合金管型 管母线外壳可以做成一个盒子的形状,上面用盖板盖住。但是我们挤压铝镁合金管型 管母线型材外壳还是比压铸铝镁合金管型 管母线外壳要常见,这是为什么呢?因为压铸铝镁合金管型 管母线模具费昂贵,并且生产效率不及挤压铝镁合金管型 管母线型材,加工费也比较高。在一些需要防水密闭的情况下会需要用到压铸铝镁合金管型 管母线外壳。
[转载需保留出处 –



企业宗旨:为企业提供有“力”的服务,精“准”的 黄铜带产品,专注 黄铜带生产销售。
企业愿景:助力于中国 黄铜带行业的发展,成为 黄铜带业的优选品牌。
经营理念:与客户共赢,与员工共享;生产高品质 黄铜带产品,提供优质服务。


