



辽宁大连守合同重信用企业,龙丽金属材料(大连市分公司)拥有先进的 精密光亮钢管生产设备,建立了完善的质量控制和质量保证体系,运用科学而严格的现代化体系,通过完善的检测设备和手段确保出厂 精密光亮钢管产品合格率,从而保证给用户及时提供符合相关要求的可靠的 精密光亮钢管产品。 “以质量铸造品牌、以服务追求发展”,是公司的一贯宗旨。公司制定了严格的服务措施:售前、售中由遍及全国的销售网络来完成,售后有公司的专业售后服务部来实施。




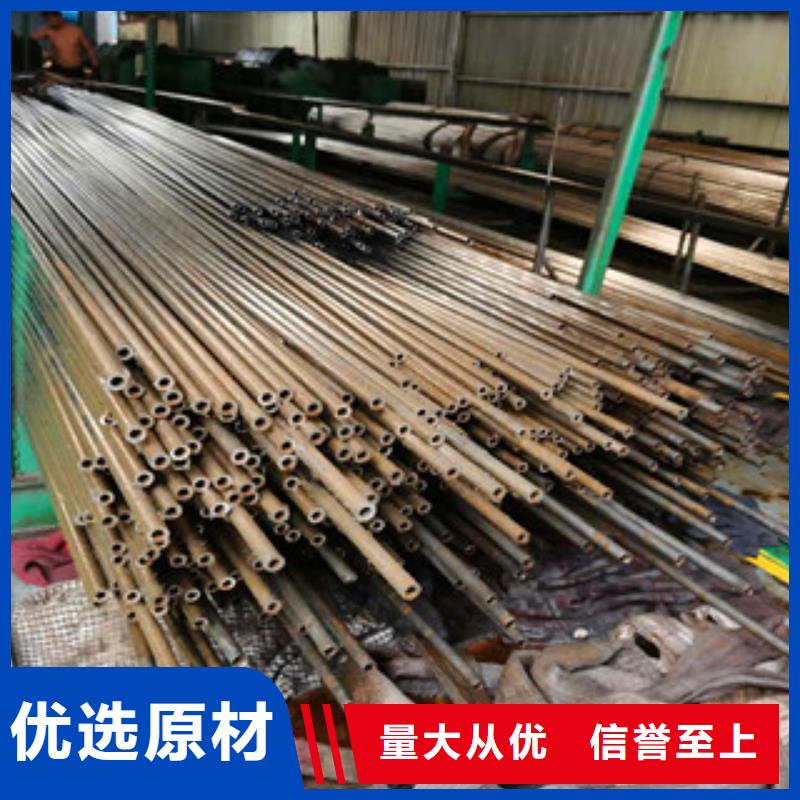
超薄壁精密钢管生产
超薄壁管是指直径与壁厚之比在100以上的管材。超薄壁管主要用作弹性元件波纹管的坯料或换热管坯料等。它的生产方法有冷轧、冷拔和旋压等方法。轧制法一般生产率较高,尺寸精度高,表面质量好,广为采用。
1954年苏联研制的多辊式冷轧管机适于轧制超薄壁管,在这种轧机上,可以轧制小壁厚0.03mm的管材。
在多辊冷轧管机上轧制超薄壁管的关键有3点:
(1)减径量不能过大,LD-30一般小于1mm,LD-15小于0.5mm;
(2)轧辊开口角不能过大,否则会出现轧出的管子呈竹节状;如果开口角过小,会出现棱面,影响管子精度;
(3)轧制成品道次管材不能过硬,即在成品前道次应该退火。
用冷拔管法生产超薄壁管时,一般均采用超声波振动(见超声波振动拔管),无超声波振动拔管生产的管子直径与壁厚之比不超过50,而带超声波振动时可达500。



精密钢管和异形结构管的尺寸与特性
精密钢管
精密钢管(未填充)的尺寸与特性各表中列出了标准管、厚壁管和特厚壁管的尺寸选用范围。关于完整的制造尺寸范围,请参阅制造厂样本。
异形结构管材
方形和短形结构管材(未填充)的尺寸与特性各表中列出了常用规格的选择范围。其他规格的尺寸与特性,请参阅制造厂样本。
这些尺寸与特性表是根据外圆角半径等于规定壁厚的两倍计算的。材料规范规定。外圆角半径变化范围可达到规定壁厚的三倍。这外变化范围在那些紧配合很重要的细节中应加以考虑


精密无缝钢管生产工序介绍:
.冷拔(轧)无缝精密钢管:圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。
冷拔(轧)无缝精密钢管的轧制方法较热轧(挤压无缝精密钢管)复杂。它们的生产工艺流程前三步基本相同。不同之处从第四个步骤开始,圆管坯经打空后,要打头,退火。退火后要用专门的酸性液体进行酸洗。酸洗后,涂油。然后紧接着是经过多道次冷拔(冷轧)再坯管,专门的热处理。热处理后,就要被矫直。精密钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若精密钢管内部有裂纹,气泡等问题,将被探测出。精密钢管质检后还要通过严格的手工挑选。精密钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。



