





想一睹精密无缝管精密无缝钢管精致工艺产品的真实风采吗?视频呈现更直观,速来观赏!
以下是:精密无缝管精密无缝钢管精致工艺的图文介绍
商品细节



安装方法

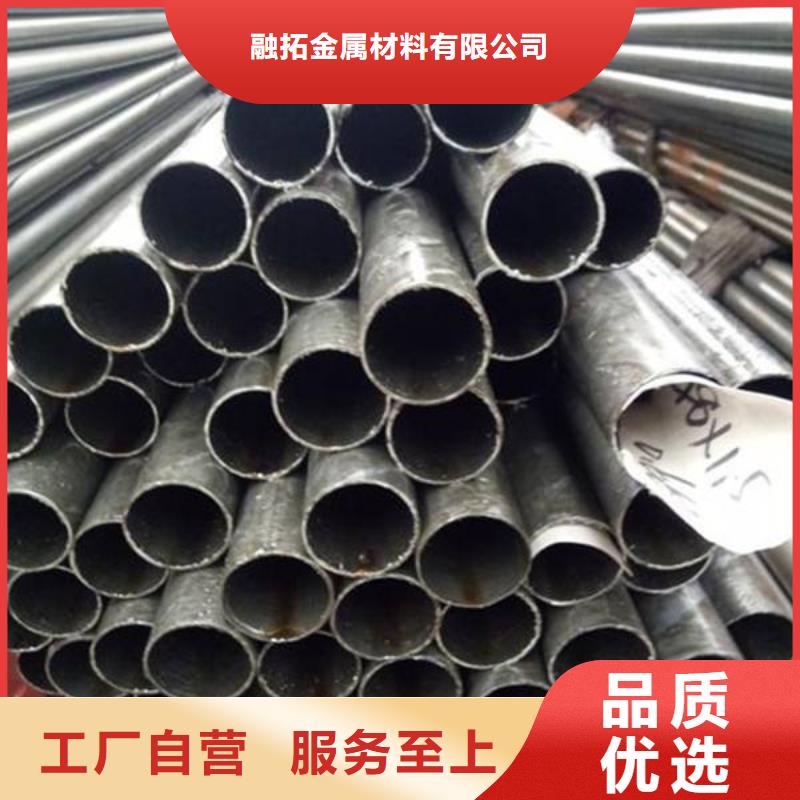
精轧管是一种通过冷拔或冷轧工艺生产的高精密度、高光亮度的无缝钢管。其内外径尺寸可至0.2mm以内,在搞弯、抗扭强度相同时,重量较轻,所以广泛用于制造机械结构、液压设备、汽车零件, 钢筋套筒。
精轧管去产能的方式和方法是多样性的,对于精轧管而言要不断地进行改善厂家的经营理念和各种的市场行情,还要不断地进行治理产能过剩,这样的话精轧管行业才能够获得更好地发展,不然的话精轧管行业是不能更好地进行发展的。
根据精轧管产生脆性的回火温度范围,可分为低温回火脆性和高温回火脆性。精轧管低温回火脆性 合金钢淬火得到马氏体组织后,在250~400℃温度范围回火使钢脆化,其韧性一脆性转化温度明显升高。已脆化的精轧管不能再用低温回火加热的方法,故又称为%26ldquo;不可逆回火脆性%26rdquo;。它主要发生在合金结构钢和低合金超高强度精轧管等钢种。已脆化精轧管的断口是沿晶断口或是沿晶和准解理混合断口。产生低温回火脆性的原因,普遍认为:(1)与渗碳体在低温回火时以薄片状在原奥氏体晶界析出,造成晶界脆化密切相关。(2)杂质元素磷等在原奥氏体晶界偏聚也是造成低温回火脆性原因之一。含磷低于0.005%的高纯精轧管并不产生低温回火脆性。磷在火加热时发生奥氏体晶界偏聚,淬火后保留下来。磷在原奥氏体晶界偏聚和渗碳体回火时在原奥氏体晶界析出,这两个因素造成沿晶脆断,促成了低温回火脆性的发生。
精轧管去产能的方式和方法是多样性的,对于精轧管而言要不断地进行改善厂家的经营理念和各种的市场行情,还要不断地进行治理产能过剩,这样的话精轧管行业才能够获得更好地发展,不然的话精轧管行业是不能更好地进行发展的。
根据精轧管产生脆性的回火温度范围,可分为低温回火脆性和高温回火脆性。精轧管低温回火脆性 合金钢淬火得到马氏体组织后,在250~400℃温度范围回火使钢脆化,其韧性一脆性转化温度明显升高。已脆化的精轧管不能再用低温回火加热的方法,故又称为%26ldquo;不可逆回火脆性%26rdquo;。它主要发生在合金结构钢和低合金超高强度精轧管等钢种。已脆化精轧管的断口是沿晶断口或是沿晶和准解理混合断口。产生低温回火脆性的原因,普遍认为:(1)与渗碳体在低温回火时以薄片状在原奥氏体晶界析出,造成晶界脆化密切相关。(2)杂质元素磷等在原奥氏体晶界偏聚也是造成低温回火脆性原因之一。含磷低于0.005%的高纯精轧管并不产生低温回火脆性。磷在火加热时发生奥氏体晶界偏聚,淬火后保留下来。磷在原奥氏体晶界偏聚和渗碳体回火时在原奥氏体晶界析出,这两个因素造成沿晶脆断,促成了低温回火脆性的发生。
适用场景

具体案例

融拓金属材料(毕节市分公司)是一家专业化从事 高压锅炉管产品生产的企业,公司坐落于贵州毕节地理位置优越。常年以规格齐全、价格优惠、交通方便、24小时发货为经营方针;以信守合同、客户至上为宗旨,广开渠道向客户提供良好的服务,使您能得到满意 高压锅炉管。



