





绕筋机一方面可以防止导管或碰撞而使整个钢筋骨架变位或落入孔中,另一方面也可起到防止骨架上浮的作用。对于非全长配筋的桩,下好钢筋笼后勿必用槽钢栓住钢筋笼顶吊圈,并将钢筋笼焊接牢固,防止下落。第二个原因是浇筑时被砼顶托上升,当砼表面接近钢筋骨架时,导管底口处于钢筋笼底口3M以下和1M以上处,砼灌注的速度过快,使砼下落时冲出导管底口向上反冲,其顶托力大于钢筋笼的重力所致。



绕筋机工作原理:根据施工要求,先将主筋穿过固定转盘中相应模板的圆孔穿至移动转盘的相应孔中,进行固定。把绕筋端头先焊接在一根主筋上。然后通过固定转盘及移动转盘转动,把绕筋缠绕在主筋上(移动盘是一边旋转一边后移),同时进行焊接,直至焊到主筋末端规定位置,即形成产品钢筋笼。
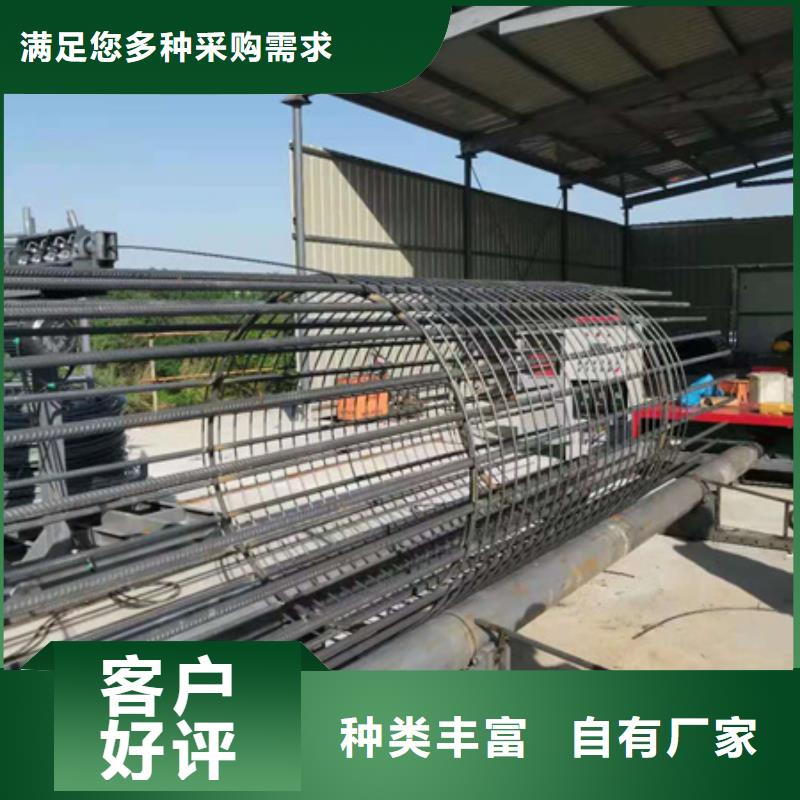
钢筋笼成型机基本工艺流程:
上料→穿筋(主筋)→固定→搭上箍筋→开始焊接→正常焊接→终止焊接→切断箍筋→分离固定盘→松筋→分离移动盘→卸笼→降下液压支撑→移动盘归位。
产品特点:
1、进口PLC变频控制,伺服电机驱动,加工精度高
2、配有多个托料自动液压辊,防止钢筋笼因为自重而变形
3、校直系统均采用高强度合金材料,强度高,抗耐磨,提高易损件的使用寿命
4、配有自动上料装置,操作简便,节约时间。
5、自主设计放线架,防止乱线。



的 钢筋笼缠绕笼机生产制造能力,让您省心
①现代化高科技生产,配有先进生产 钢筋笼缠绕笼机设备及检测仪器
②公司合作有多处生产基地供货以确保订单完成率
③ISO9001国际化生产流程管理,致力于成为国内 钢筋笼缠绕笼机设计、研发、制造、生产基地



当数控钢筋笼滚焊机出现跑丝的处理方法:检查下数控钢筋笼滚焊机是否是应为压滚簧过紧,滑道拉簧过松,或者是滑道下边拖丝钢棍不到位,滑道不滑动。
绕筋机钢筋出筒后如头往上翘,调节上边一组轮适当往下压,如果出筒之后钢筋往下翘,调节下边一组轮适当的往上顶,始终使钢筋出头端呈水平状态。
当数控钢筋笼滚焊机弯双筋是靠外一根钢筋出来后有脱落弯曲芯轴的现象,将预矫直一组轮的外轮适当向内压,致使双筋相互靠拢。弯较大的箍筋时弯曲速度应相应减慢。
当数控钢筋笼滚焊机出现弯丝现象,可以调整下调直块的角度,看是否和调直器,压滚槽在一条直线上。
数控钢筋笼滚焊机的弯曲芯轴的调节:调节起落架汽缸,使弯曲芯轴的上顶点与导线筒孔的下边成水平或低导线筒孔下边1-2mm。压紧气压好保持在4兆帕左右以免造成钢筋变形及设备损坏。
数控钢筋笼滚焊机在弯曲的过程中出现断丝现象。首先要检查调直块角度看看是否过大,或者是刀退不回,送丝滚上的压簧过松,材质不好等。



