



想了解我们的圆钢品牌-厂家产品吗?我们为您准备了细致入微的视频介绍,让您在短时间内了解产品的精髓。
以下是:圆钢品牌-厂家的图文介绍

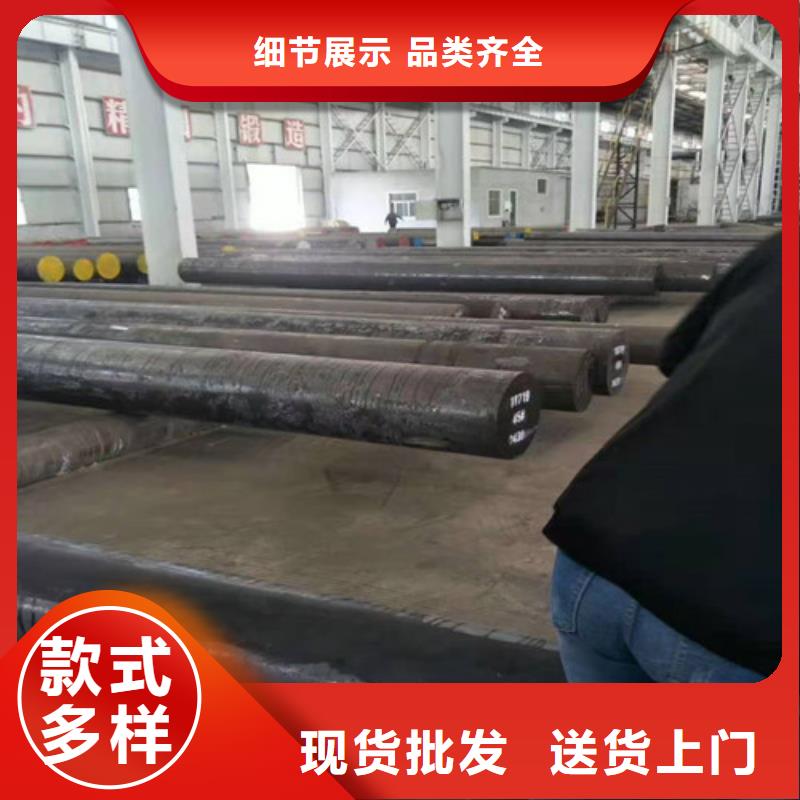
剥皮圆钢外表划伤的原因
剥皮圆钢外表划伤的原因,一方面是原材料胚料自身存在缺点,在剥皮机剥皮时的缺点会残留在剥皮圆钢外表上,然后形成废品。另一方面是油料屡次运用,可能有杂质混入,杂质依附在模具上,形成剥皮圆钢或许光圆外表划伤。
还有一方面则是因为拉磨未能定时整理和打磨,长时间发生毛刺,然后使剥皮圆钢外表被划伤。经过专业的光电显镜能够观察到剥皮圆钢缺点部分的问题,从其特征拉看,根部呈现槽型的,根部呈现半圆型的,根部呈现尖角型的。槽型和圆型的划伤在进行热处理时,只会使其外表涨大,但不会影响裂纹加深。
针对上述呈现的问题,能够从以下几方面来考虑解决办法,加工企业运用的油纯度不够高,要防止屡次运用,防止有杂质混入;拉模每班定时整理和打磨防止有划伤或毛刺。
除此之外,还要添加剥皮圆钢外表细磨或许抛光工序,这样能够防止其热加工时裂纹或划伤延伸,然后有用防止剥皮圆钢外表被划伤。
剥皮圆钢外表划伤的原因,一方面是原材料胚料自身存在缺点,在剥皮机剥皮时的缺点会残留在剥皮圆钢外表上,然后形成废品。另一方面是油料屡次运用,可能有杂质混入,杂质依附在模具上,形成剥皮圆钢或许光圆外表划伤。
还有一方面则是因为拉磨未能定时整理和打磨,长时间发生毛刺,然后使剥皮圆钢外表被划伤。经过专业的光电显镜能够观察到剥皮圆钢缺点部分的问题,从其特征拉看,根部呈现槽型的,根部呈现半圆型的,根部呈现尖角型的。槽型和圆型的划伤在进行热处理时,只会使其外表涨大,但不会影响裂纹加深。
针对上述呈现的问题,能够从以下几方面来考虑解决办法,加工企业运用的油纯度不够高,要防止屡次运用,防止有杂质混入;拉模每班定时整理和打磨防止有划伤或毛刺。
除此之外,还要添加剥皮圆钢外表细磨或许抛光工序,这样能够防止其热加工时裂纹或划伤延伸,然后有用防止剥皮圆钢外表被划伤。


圆钢的性能如何判断?
圆钢的性能包括屈服点、抗拉强度、硬度指标、断面收缩率、断后伸长率。
1、屈服点
具有屈服现象的金属材料,试样在拉伸过程中力不增加(保持恒定)仍能继续伸长时的应力,称屈服点。若力发生下降时,则应区分上、下屈服点。屈服点的单位为N/mm2(MPa)。
2、抗拉强度
试样在拉伸过程中,在拉断时所承受的大力(Fb),除以试样原横截面积(So)所得的应力(σ),称为抗拉强度(σb),单位为N/mm2(MPa)。它表示金属材料在拉力作用下抵抗破坏的能力。
3、硬度指标
金属材料抵抗硬的物体压陷表面的能力,称为硬度。根据试验方法和适用范围不同,硬度又可分为布氏硬度、洛氏硬度、维氏硬度、肖氏硬度、显硬度和高温硬度等。
4、断面收缩率
在拉伸试验中,试样拉断后其缩径处横截面积的缩减量与原始横截面积的百分比,称为断面收缩率。
5、断后伸长率
在拉伸试验中,试样拉断后其标距所增加的长度与原标距长度的百分比,称为伸长率。
圆钢的性能包括屈服点、抗拉强度、硬度指标、断面收缩率、断后伸长率。
1、屈服点
具有屈服现象的金属材料,试样在拉伸过程中力不增加(保持恒定)仍能继续伸长时的应力,称屈服点。若力发生下降时,则应区分上、下屈服点。屈服点的单位为N/mm2(MPa)。
2、抗拉强度
试样在拉伸过程中,在拉断时所承受的大力(Fb),除以试样原横截面积(So)所得的应力(σ),称为抗拉强度(σb),单位为N/mm2(MPa)。它表示金属材料在拉力作用下抵抗破坏的能力。
3、硬度指标
金属材料抵抗硬的物体压陷表面的能力,称为硬度。根据试验方法和适用范围不同,硬度又可分为布氏硬度、洛氏硬度、维氏硬度、肖氏硬度、显硬度和高温硬度等。
4、断面收缩率
在拉伸试验中,试样拉断后其缩径处横截面积的缩减量与原始横截面积的百分比,称为断面收缩率。
5、断后伸长率
在拉伸试验中,试样拉断后其标距所增加的长度与原标距长度的百分比,称为伸长率。



鑫邦源特钢(毕节市分公司)是一家主要生产 管线管的大型企业。多年来凭借雄厚的技术实力,优质成熟的产品,完善的服务体系,取得了迅猛的发展,鑫邦源特钢(毕节市分公司)将充分发挥自身优势,秉承“科技领先,服务市场,诚信待人,追求完美”的宗旨和“产 品就是人品”的企业理念,不断进行技术创新、设备创新、服务创新、和管理方式创新来继续研发出更多满足未来发展需要的产品,推动我们 管线管事业的发展。



镀锌温度对热镀锌圆钢镀层的影响
圆钢在热镀锌时,会因为锌液的温度而影响镀锌层与圆钢基体的结合强度以及锌层的质量和厚度。锌液温度常常可以分为三个阶段
阶段一:高温阶段(50-60℃),这个阶段由于锌液温度高,铁-锌合金相结合层会很快形成,氏相和夸相的成长速度也随着温度的提高而生产加速,这时钢件在锌液中浸演的时间越长镀层厚度会越厚。由于温度高锌液的自身流动性特别好,也就是常讲的“镀液稀”,这时,在圆钢镀完取出时,镀件表面的大部分锌液会很快流掉,从而减少了表面纯锌层夕相的厚度,在这种温度下,镀件浸渍时间不宜太长,否则由于瓦相考相生产过厚将影响镀层的塑性。通常这一阶段的温度适宜铸钢、铸铁件以及可锻铸铁。
阶段二:480-500℃之间,在此区间内由于铁锌合金相迅速的形成,产生大量铁锌相沉渣,并以惊人的速度溶解铁质锌锅。导致镀层产生脆变现象和疏松现象。生产中应避免和禁止在这一阶段内实施浸锌,应当以较快的速度升温或降温来跨越此温度区间。
阶段三:460-480℃浸溃温度,通常又称正常使用温度,是钢件较为合适的镀锌温度,由于在180℃以下,锌对铁的溶解度仅为百分之五、六,只相当于恶性溶解温度下的百分之一。并几乎没有铁锌相固熔体沉渣产生,这样既大大减少锌液对镀锌铁锅和被镀钢件的溶解浸蚀,又提高了镀锌件的镀层质量,提高了塑性,降低了锌的耗损,在这一阶段力的铁锌合金相组织生成均匀,镀层薄而平整光亮,所以耐腐蚀性能好,耐弯曲和耐冲击的性能指标均很高。
圆钢在热镀锌时,会因为锌液的温度而影响镀锌层与圆钢基体的结合强度以及锌层的质量和厚度。锌液温度常常可以分为三个阶段
阶段一:高温阶段(50-60℃),这个阶段由于锌液温度高,铁-锌合金相结合层会很快形成,氏相和夸相的成长速度也随着温度的提高而生产加速,这时钢件在锌液中浸演的时间越长镀层厚度会越厚。由于温度高锌液的自身流动性特别好,也就是常讲的“镀液稀”,这时,在圆钢镀完取出时,镀件表面的大部分锌液会很快流掉,从而减少了表面纯锌层夕相的厚度,在这种温度下,镀件浸渍时间不宜太长,否则由于瓦相考相生产过厚将影响镀层的塑性。通常这一阶段的温度适宜铸钢、铸铁件以及可锻铸铁。
阶段二:480-500℃之间,在此区间内由于铁锌合金相迅速的形成,产生大量铁锌相沉渣,并以惊人的速度溶解铁质锌锅。导致镀层产生脆变现象和疏松现象。生产中应避免和禁止在这一阶段内实施浸锌,应当以较快的速度升温或降温来跨越此温度区间。
阶段三:460-480℃浸溃温度,通常又称正常使用温度,是钢件较为合适的镀锌温度,由于在180℃以下,锌对铁的溶解度仅为百分之五、六,只相当于恶性溶解温度下的百分之一。并几乎没有铁锌相固熔体沉渣产生,这样既大大减少锌液对镀锌铁锅和被镀钢件的溶解浸蚀,又提高了镀锌件的镀层质量,提高了塑性,降低了锌的耗损,在这一阶段力的铁锌合金相组织生成均匀,镀层薄而平整光亮,所以耐腐蚀性能好,耐弯曲和耐冲击的性能指标均很高。



