



我们为您呈现了一部精彩绝伦的土工布-土工膜-长丝土工布-复合土工膜产品视频,让您感受产品的独特之处。
以下是:土工布-土工膜-长丝土工布-复合土工膜的图文介绍

复合土工膜(复合防渗膜)分为一布一膜和两布一膜,宽幅4-6m,重量为200—1500g/平方米,抗拉、抗撕裂、顶破等物理力学性能指标高,产品具有强度高,延伸性能较好,变形模量大,耐酸碱、抗腐蚀,耐老化,防渗性能好等特点。能满足水利、市政、建筑、交通,地铁、隧道、工程建设中的防渗,隔离,补强,防裂加固等土木工程需要。由于其选用高分子材料且生产工艺中添加了防老化剂,故可在非常规温度环境中使用。常用于堤坝、排水沟渠的防渗处理,以及废料场的防污处理。
复合土工膜是广义名称:用无纺土工布、编织土工布布或者机织土工布与聚乙烯复合,用热复合法或者聚乙烯PE膜直接淋膜都可以称为复合土工膜。复合土工布和复合土工膜有些产品是叫法不同,所指的产品却是相同的。由于土工布是新兴材料对于名称没有规范的称呼,所以造成了土工膜定义的混乱和不规范。
复合土工膜是广义名称:用无纺土工布、编织土工布布或者机织土工布与聚乙烯复合,用热复合法或者聚乙烯PE膜直接淋膜都可以称为复合土工膜。复合土工布和复合土工膜有些产品是叫法不同,所指的产品却是相同的。由于土工布是新兴材料对于名称没有规范的称呼,所以造成了土工膜定义的混乱和不规范。


①接受您的咨询,根据您的需求,确定合适的 HDPE土工膜;
②为您提供 HDPE土工膜设计、工艺流程设计;
③适合您的 HDPE土工膜选购方案;
④根据您的特殊需求,设计 HDPE土工膜产品;




使用年限
鉴于复合土工膜部分现场观测成果合成材料在工程应用中具有抗老化能力,故有些 的某些文件中对其使用年限作了较为宽限的规定,聚丙烯的15年以上的现场应用经验表明,它们的化学和生物稳定性高,织物的损坏是在施工中,铺设以后没有大变化,可预期超过100年的稳定性。
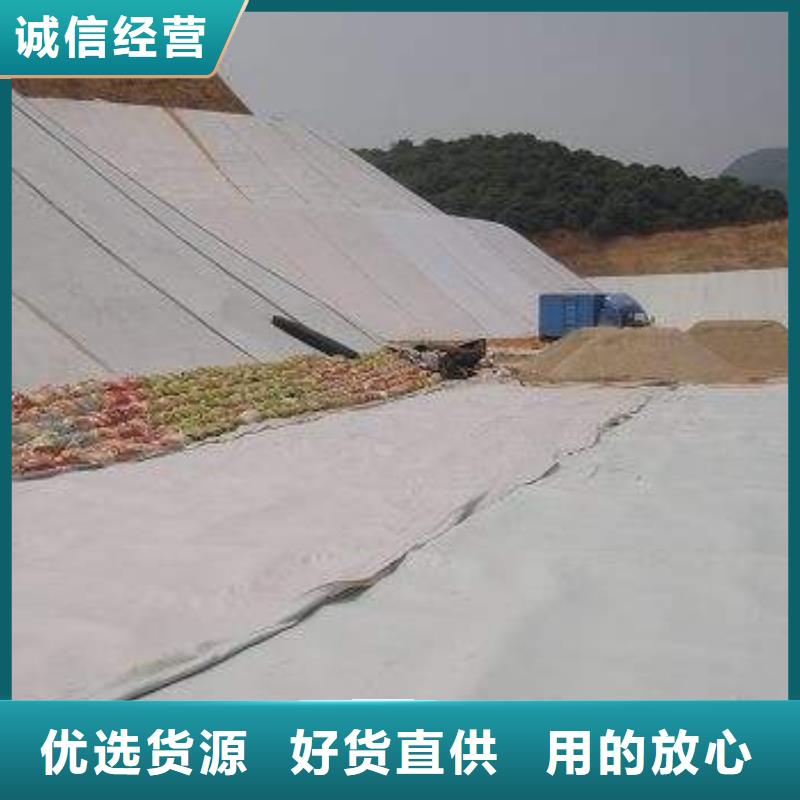
其主要机理是以塑料薄膜的不透水性隔断土坝漏水通道,以其较大的抗拉强度和延伸率承受水压和适应坝体变形;而无纺布亦是一种高分子短纤维化学材料,通过针穿或热粘成形,具有较高的抗拉强度和延伸性,它与塑料薄膜结合后,不仅增大了塑料薄膜的抗拉强度和抗穿刺能力,而且由于无纺布表面粗糙,增大了接触面的摩擦系数,有利于复合土工膜及保护层的稳定。同时,它们对细菌和化学作用有较好的耐侵蚀性,不怕酸、碱、盐类的侵蚀,在避光使用情况下,使用寿命长。
鉴于复合土工膜部分现场观测成果合成材料在工程应用中具有抗老化能力,故有些 的某些文件中对其使用年限作了较为宽限的规定,聚丙烯的15年以上的现场应用经验表明,它们的化学和生物稳定性高,织物的损坏是在施工中,铺设以后没有大变化,可预期超过100年的稳定性。
其主要机理是以塑料薄膜的不透水性隔断土坝漏水通道,以其较大的抗拉强度和延伸率承受水压和适应坝体变形;而无纺布亦是一种高分子短纤维化学材料,通过针穿或热粘成形,具有较高的抗拉强度和延伸性,它与塑料薄膜结合后,不仅增大了塑料薄膜的抗拉强度和抗穿刺能力,而且由于无纺布表面粗糙,增大了接触面的摩擦系数,有利于复合土工膜及保护层的稳定。同时,它们对细菌和化学作用有较好的耐侵蚀性,不怕酸、碱、盐类的侵蚀,在避光使用情况下,使用寿命长。


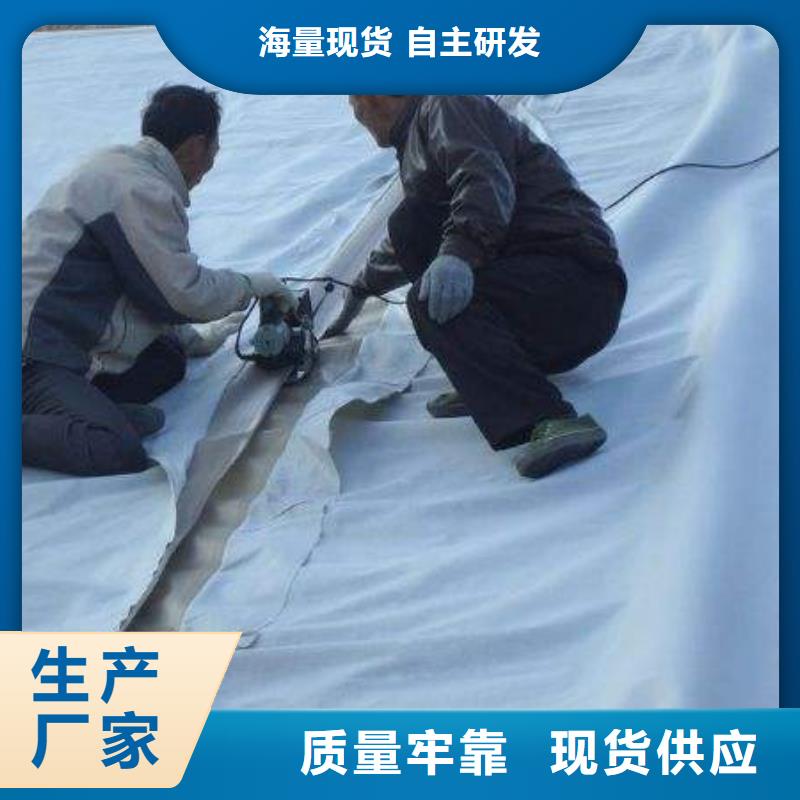
复合土工膜的焊接质量直接影响复合土工膜的防渗性能,因此符合土工膜焊接施工非常重要。在本工程中,复合土工膜的焊接主要由厂家派出施工技术人员到现场指导和培训,并采用焊接设备进行。用干净的纱布擦拭焊缝的搭接处,无水、无灰尘、无水垢:土工膜平行对齐,搭接宽度为lOcm,焊接宽度为5-6cm。根据当时当地的气候条件,将焊接设备调整工作状态。做小试样焊接试验,试焊lm长复合土工膜试样。应采用现场撕裂试样,焊缝不应因撕裂而受损,母材也不应撕裂。现场撕裂试验合格后,用已调整好工作状态的薄膜焊接机逐个进行正式焊接。
焊接前,用吹风机吹掉薄膜表面的沙子、污垢等污垢,薄膜表面干净。在焊接部位下面放一块长木板,以便焊工在平整的基面上行走,焊接质量。正式焊接前,根据施工温度进行试焊,确定行走速度和焊接温度,一般掌握1.5-2.5m/s的行走速度和220-300摄氏度的焊接温度。有两个宽度为100毫米的拼接焊缝,两个焊缝之间留有100毫米的空腔。使用此空腔检查焊接质量。复合土工膜的现场连接应符合下列要求:①焊接采用双焊缝搭接焊。②以专用薄膜焊接机为主要焊接工具。使用塑料热风焊枪作为局部修复的辅助工具。(3)根据气温和材料性质,调整和控制焊机的工作温度和绑扎。焊机的工作温度应为180-200摄氏度。焊缝处的复合土工膜应熔合成一体,不得出现虚焊、漏焊或过度焊。



