




想知道数控等离子切割机光纤激光切割机3000W客户满意度高产品的独特魅力吗?视频里的产品介绍,比文字更有说服力,一看便知!
以下是:数控等离子切割机光纤激光切割机3000W客户满意度高的图文介绍

华宇诚数控科技(保定市分公司)
在 全自动卷料激光切割机不断的发展中,华宇诚数控科技(保定市分公司)健全管理体系,完善管理手段。我们将继续坚持客户至上、诚实守信的宗旨,始终不移的把客户的利益放在心中。在此,我公司全体员工谨向对公司给予关怀支持和帮助的新老朋友及广大客户表示衷心感谢,您的满意是我们的不懈追求!公司坚持“以人为本、以质取胜”的企业理念,“一切以 全自动卷料激光切割机市场为导向,一切以客户满意为目标”的经营宗旨,我们公司将不断推出新的 全自动卷料激光切割机产品,不断求新、求实、发展,真诚希望新老朋友客户进行广泛合作,互惠互利、共同发展!



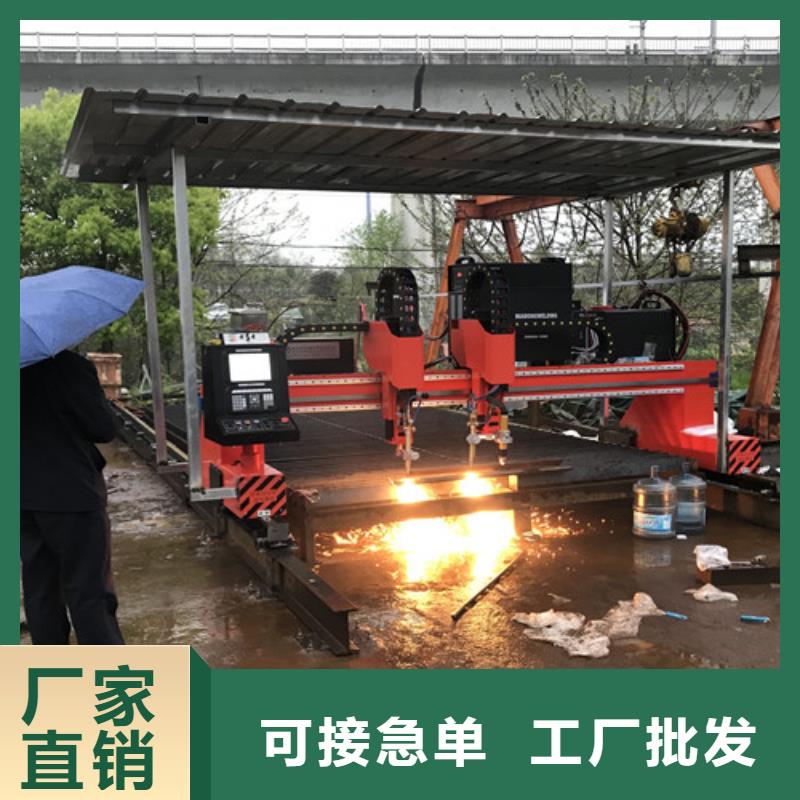
数控切割机行业的发展与日俱增,不断的改善,不断的提高性能,都是为了能够更好的给生产型企业带来更率的作业。
传统的火焰切割方式已经被淘汰了,主要是由于它的切割板材类别单一,在实际生产应用中范围太狭隘,现在用的比较多的不锈钢、铝合金等材料,都不能被满足,所以等离子切割技术的发展变得十分重要。
数控等离子切割机从初的切铝、不锈钢等板材,到现在能够切割碳钢等,都见证了其技术发展的迅速,等离子切割具有很多优势,比如切割板材速度较快、切割条件也比较容易设定、自动化也设计合理、支持无人化作业。火焰切割相比来说,要用到燃气,并且切割过程需要人工多次调节火焰参数大小,切割速度也比较慢,预热时间也会长一些,这样会一定程度上降低了生产效率,当然也不适合无人化生产。



数控等离子切割机喷嘴高度
数控等离子切割机喷嘴高度是指喷嘴端面与切割表面的距离,它构成了整个弧长的一部分。由于等离子弧切割一般使用恒流或陡降外特征的电源,喷嘴高度增加后,电流变化很小,但会使弧长增加并导致电弧电压加大,从而使电弧功率提高;但同时也会使暴露在环境中的弧长增长,弧柱损失的力量增多。
在两个因素综合作用的情况下,前者的作用往往完全被后者所抵消,反而会使有效的切割力量减小,致使切割能力降低。通常表现是切割射流的吹力减弱,切口下部残留的熔渣增多,上部边缘过熔而出现圆角等。另外,从等离子射流的形态方面考虑,射流直径在离开割炬口后是向外膨胀的,喷嘴高度的增加必然引起切口宽度加大。所以,选用尽量小的喷嘴高度对提高切割速度和切割质量都是有益的,但是,喷嘴高度过低时可能会引起双弧现象。采用陶瓷外喷嘴可以将喷嘴高度设为零,即喷口端面直接接触被切割表面,可以获得很好的效果。



数控等离子切割机在使用时要注意掌握一些细节,不然容易因为切割质量不稳定,易损件更换频繁而发生故障。那么数控等离子切割机平时的使用技巧有哪些呢?图片-----图片-----1、数控等离子切割机要采用合理的切距按说明书的要求,采用合理的切距,切距即切割喷嘴和工件表面的距离,当穿孔时,尽可能采用正常切距的2倍距离或是采用等离子弧所能传递的高度。-----图片-----2、数控等离子切割机切割应从边缘开始数控等离子切割机尽量从边缘开始切割,而不要穿孔切割。数控等离子切割机采用边缘作为起始点会延长消耗件的使用寿命,所以正确方法是将喷嘴直接对准工件的边缘后再启动等离子弧。 图片-----图片-----3、数控等离子切割机减少不必要的“起弧(或导弧)”时间起弧时喷嘴与电极的消耗均非常快,所以在开始前,应将割炬放在切割金属的行走距离内。 -----图片-----4、数控等离子切割机尽量保持割炬与消耗件的清洁在割炬与消耗件上的任何脏物都会极大地影响等离子系统的功能。更换消耗件时要将其放在干净的绒布上,要经常检查割炬的连接罗纹,用过氧化氢类清洁剂清洗电极接触面还有喷嘴。图片-----图片-----5、数控等离子切割机喷嘴不能过载使用 让喷嘴过载(即超过喷嘴的工作电流),会使喷嘴损坏更快。电流强度应是喷嘴的工作电流的95%。比如:100A的喷嘴的电流强度应设定为95A。图片-----图片-----6、数控等离子切割机穿孔厚度要在机器系统的允许范围内数控等离子切割机不得在超过工作厚度的钢板上穿孔,一般的穿孔厚度是正常切割厚度的1/2。

