



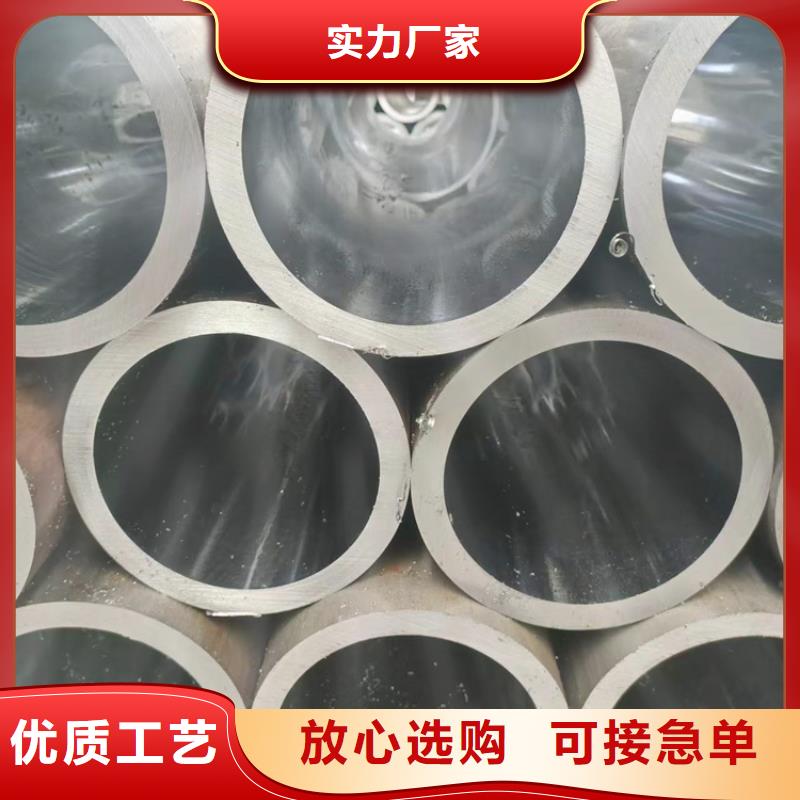

准备好领略珩磨汽缸管产品的风采了吗?我们为您准备的视频将带您走进产品的世界,让您感受它的独特之处。
以下是:珩磨汽缸管的图文介绍
液压机械(保定市分公司)坐落于辽河路燕山路交叉口南500米东首,本公司专业生产 珩磨管报价。“ 质量为基础,诚信求永恒,厚德载物” 是我公司的企业发展宗旨,也是企业员工孜孜不倦的努力方向 。 公司经多年的发展和努力,拥有着一批专业的服务团队,从机器设计、生产加工、安装运行到售后服务,有朋至远方来,不亦乐乎! 欢迎各地朋友前来参观考察,共谋发展,共创美好未来!



珩磨管油缸管绗磨管冷拔油缸管采用滚压加工。由于表层存在残余压应力,有利于封闭表面裂纹,阻碍冲蚀扩展。从而提高了填充管的表面耐蚀性,延缓了疲劳裂纹的产生,提高了填充管的疲劳强度。通过滚压成形,在滚压表面形成一层冷硬化层,减少了磨削副接触面的弹塑性变形,提高了绗缝管内壁的耐磨性,避免了磨削烧伤。轧制后表面粗糙度值减小,改善了匹配性能。
液压油缸管的结构形式多种多样,分类方法也多种多样:按循环运动方式可分为直线往复运动和回转摆动运动;按液压分为单动式和双动式;按结构可分为活塞式、柱塞式、多级伸缩套筒式、齿轮齿条式等;按安装形式可分为拉杆、耳环、脚、铰轴等。滚压管



珩磨管油缸管绗磨管滚压加工原理:它是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压是一种无切削的塑性加工方法。
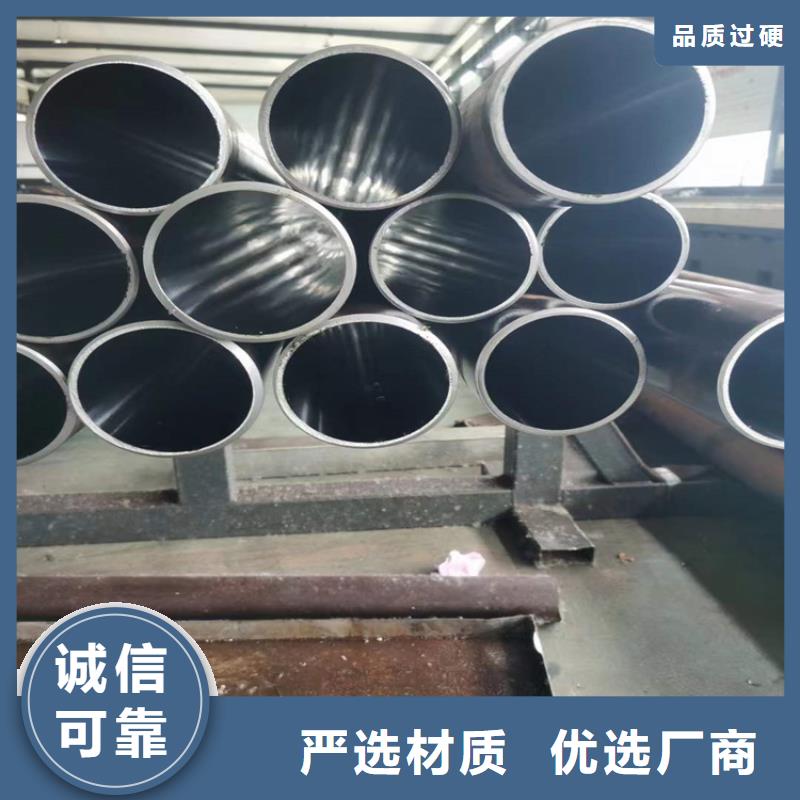
1、提高表面粗糙度,粗糙度基本能达到Ra≤0.08μm左右。
2、修正圆度,椭圆度可≤0.01mm。
3、提高表面硬度,使受力变形,硬度提高HV≥4°。
4、加工后有残余应力层,提高疲劳强度提高30%。
5、提高配合质量,减少磨损,延长零件使用寿命,但零件的加工费用反而降低。
1、无缝钢管主要特点是无焊接缝,可承受较大的压力。产品可以是很粗糙的铸态或冷拨件。
2、绗磨管是近几年出现的产品,主要是内孔、外壁尺寸有严格的公差及粗糙度。滚压管


珩磨管油缸管绗磨管 珩磨管淬火开裂与工件的形状有密切的关系,钢件形状影响珩磨管淬火应力的大小和分布。工件上的缺口、尖角、沟槽、孔穴及断面急剧变化的部位都是珩磨管淬火内应力集中处,是断裂的危险部位。 加热不当 工件在热处理时的加热温度、保温时间和加热设备(炉内气氛)等均能成为珩磨管淬火裂纹的诱因。珩磨管淬火加热温度愈高,淬裂倾向愈大。珩磨管淬火温度升高,加热保温时间延长,使奥氏体晶粒长大,则珩磨管淬火马氏体粗化、脆化,断裂强度降低,这是淬裂倾向增大的根本原因。不容易发生淬裂的加热炉是真空炉,其次按电炉、盐浴炉、火焰炉的顺序排列易于产生珩磨管淬火裂纹。重油炉、燃煤炉等火焰炉是容易发生淬裂的炉型。滚压管



