





想要知道出货快的20新标准(30*45)套筒厂家产品如何?看视频就知道!看视频,选产品更明智!
以下是:出货快的20新标准(30*45)套筒厂家的图文介绍
套筒厂家")
套筒厂家")
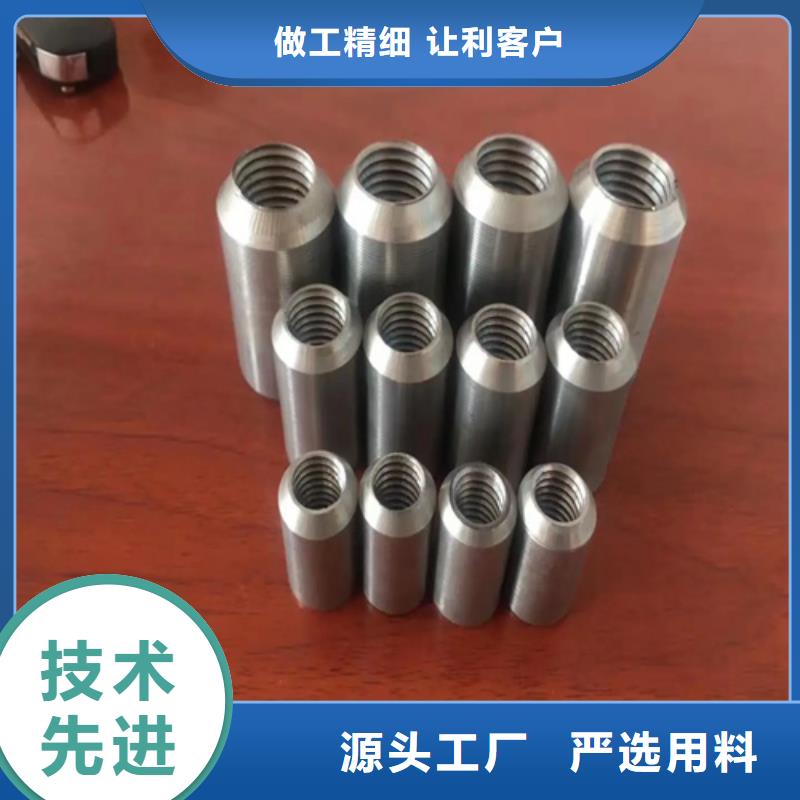
钢筋套筒外观检查,连接套筒螺纹牙型应饱满,连接套筒表面不得有裂纹,表面及内螺纹不得有严重的锈蚀及其他肉眼可见的缺陷。尺寸检查重要尺寸(外径、长度)及螺纹牙型、精度应经检验符合厂家产品设计图纸要求。内螺纹用专用的螺纹塞规检验,其塞通规应能顺利旋入,塞止规旋入长度不得超过3P(P为一个螺距长度)。允许偏差:套筒直径D≤50;外径允许偏差±0.5;长度允许偏差±0.5。一般试验项目:抗拉强度。
套筒厂家")
套筒厂家")
套筒厂家")
那么如果钢筋套筒生锈了如何处理呢?接下来,就由小编为您详细介绍:1.如果是拧在钢筋上的钢筋连接套筒生锈,只能是重新更换。2.如果是存放的钢筋连接套筒生锈,生锈的不厉害,可以用乳化油水溶液加亚硝酸钠适量浸泡套筒,然后将钢筋连接套筒存放在干燥处。3.存放钢筋连接套筒大面积生锈,可以用草酸溶液浸泡除锈,但是草酸溶液除锈后的钢筋连接套筒外观发黑色,不影响使用,只是不美观了。4.可以用钢筋连接套筒厂家的切削液浸泡中,人工用清洁球除锈或者抛光机钢刷除锈,前者比较费力效率低下,后者比较危险,防止伤人。5.如果生锈套筒数量大,可以返回厂家,重新在扒一下外皮,生锈的内丝扣可以在光轴攻丝机上重新攻一遍丝扣,缺点是费用高,钢筋连接套筒外径会稍微小一些。
套筒厂家")
套筒厂家")
套筒厂家")
云海旭金属材料(保定市分公司)是一家专业生产 钢筋套筒加工的现代化企业。公司位于经济开发区崂山路1号,位置优越,交通便利。公司技术力量雄厚,产品规格齐全。目前,公司生产 钢筋套筒加工
我们始终为客户提供好的产品和技术支持、健全的售后服务。
套筒厂家")
套筒厂家")
套筒厂家")
钢筋套筒端面平头:平头的目的是让钢筋端面与母材轴线方向垂直,宣采用砂轮切割机或其他专用切断设备,严禁气割。2、剥肋滚压螺纹:使用钢筋剥肋滚压直螺纹机将待连接钢筋的端头加工成螺纹。3、丝头质量检验:操作者对加工的丝头进行的质量检验。4、带帽保护:用专用的钢筋丝头保护帽或连接套筒将钢筋丝头进行保护,防止螺纹被磕碰或被污物污染。5、丝头质量抽检:对自检合格的丝头进行的抽样检验。6、存放待用:按规格型号及类型进行分类码放.
套筒厂家")
套筒厂家")
套筒厂家")
现场施工连接钢筋套筒需要注意哪些点呢?1、接头的加工和安装质量必须符合相关的国标和验收规范。2、袖子必须有工厂。外观质量和螺纹规格必须符合要求。目视检查,游标卡尺和螺纹塞规用于检查。3、钢筋原料的强度必须符合设计和规范要求。钢筋直径的偏差必须在允许的范围内。如果存在过度偏差,剥离后直径将变小或不圆,并且线头易于加工。齿的断裂现象会影响接头的强度。4、加工焊头时,加工参数必须控制在允许的偏差范围内。在开始加工之前,必须根据钢筋的直径调整剥离肋,螺纹滚压头,上升刀环,滚动行程等的直径。5、对钢丝头进行加工,目视检查外观质量,并逐一检查卡钳和端头和螺纹环规。如果不合格,则应删除返工。加工前,可以使用相同的规格和相同批次的废钢进行调试。6、对于合格的线端,请及时添加保护盖,以免生锈或损坏。7、现场安装时,钢筋的规格和钢筋套管的尺寸应相同。拧紧后,套管两侧不应有一根完整的螺纹。8、安装的接头由现场监督见证,并测试接头的强度。
套筒厂家")
