




对于快排精密光亮管零售产品,我们倾注了无尽的心血和热情。而我们的视频,正是我们向您展示这一成果的方式。
以下是:快排精密光亮管零售的图文介绍
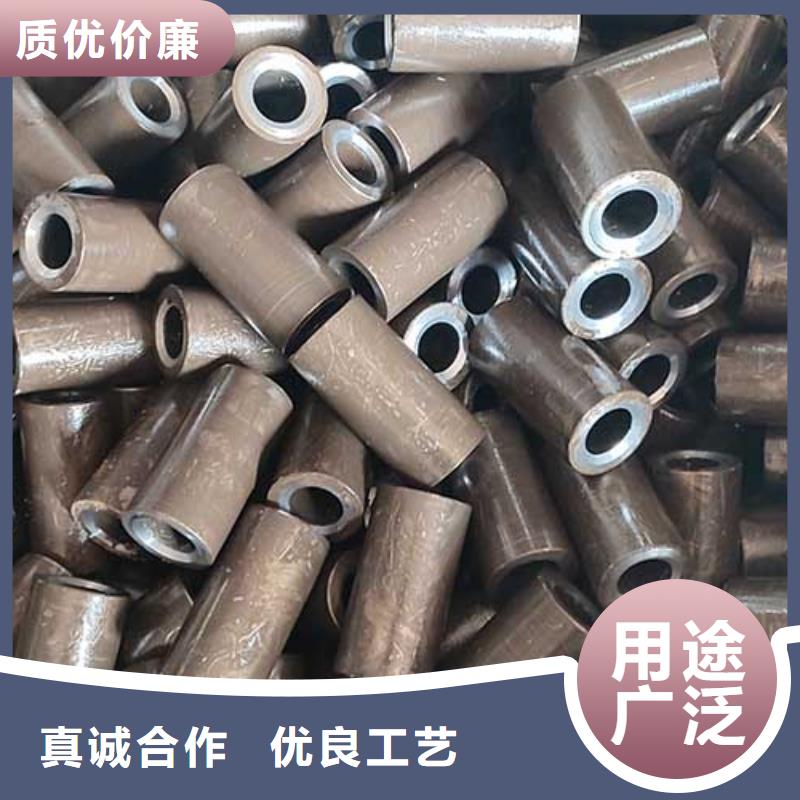
精密异型钢管种类介绍:精密异型钢管可分为等壁厚异型无缝钢管、不等壁厚异型无缝钢管、变直径异型无缝钢管。精密异型钢管为经济断面钢管。包括横断面轮廓非圆形的、等壁厚的、变壁厚的、沿长度方向变直径和变壁厚的、断面对称和不对称的等。如方形、矩形、锥形、梯形、螺旋形等。精密异型钢管更能适应使用条件的特殊性,节约金属和提高零部件制造的劳动生产率。精密异型钢管可广泛用于各种结构件、工具和机械零部件。和圆管相比,异型管一般都有较大的惯性矩和截面模数,有较大的抗弯抗扭能力,可以大大减轻结构重量,节约钢材。
与传统管道材料不同,精密钢管在制作工艺上有了革新式的发展,无论是从外观的光洁度,还是从管道本身的质量来看,都得到了的发展和,冷弯技术是精密钢管制造中惯用的一种加工生产方法,在进行冲孔后进行冷弯加工,精密钢管的表面上,平整度和边缘尺寸上会有较为明显的差异和不同,不过总体来看,这种管道材料的质量 是过硬的。因为市场的需求量不断加大,对于这种管道材料的需求量也在显著,现在的精密钢管,在进行设计研发的过程中,更多的是需要满足结构设计要求的,在满足材料力学设计的前提下进行优化升级,是一种更为行之有效的处理方式,多种工艺相互结合的生产方式,能够从根本上这种管道材料的质量,获得更大的市场效应。
与传统管道材料不同,精密钢管在制作工艺上有了革新式的发展,无论是从外观的光洁度,还是从管道本身的质量来看,都得到了的发展和,冷弯技术是精密钢管制造中惯用的一种加工生产方法,在进行冲孔后进行冷弯加工,精密钢管的表面上,平整度和边缘尺寸上会有较为明显的差异和不同,不过总体来看,这种管道材料的质量 是过硬的。因为市场的需求量不断加大,对于这种管道材料的需求量也在显著,现在的精密钢管,在进行设计研发的过程中,更多的是需要满足结构设计要求的,在满足材料力学设计的前提下进行优化升级,是一种更为行之有效的处理方式,多种工艺相互结合的生产方式,能够从根本上这种管道材料的质量,获得更大的市场效应。



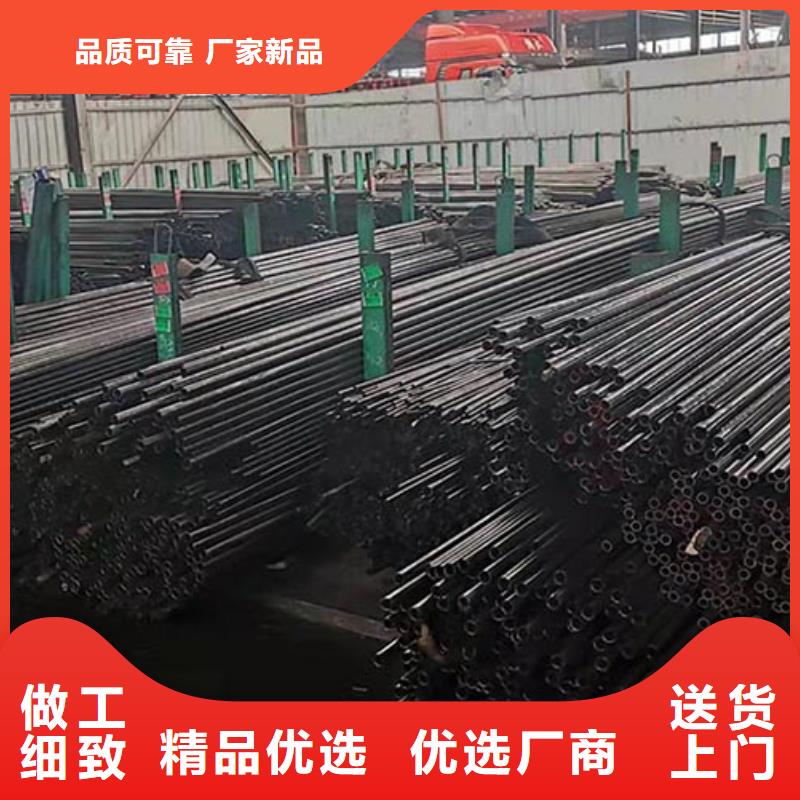
精密无缝钢管的生产要求的技术是比较高的,在表面的质量也是要求各种的生产元素是不一样的,各种的比例要按照完整的设计进行,在热轧,冷轧,高温,高压都要进行处理,严格按照 的与关规定进行去处理,而且外观是决定着内部的质量和各种的标准要求的,对于精密无缝钢管厂家要从生产上进行不断地促进生产的方式和生产的标准的严谨,严格按照生产的 标准进行。以下是关于规定精密无缝钢管 标准的规定的相关的内容:精密无缝钢管外观质量要求精密无缝钢管的表面质量在标准中有规定,一般要求不得存在使用上有害的缺陷,如分层、结疤、裂缝等。精密无缝钢管几何形状偏差的允许范围在标准中也有规定,一般包括弯曲度、边宽、边厚、顶角、理论重量等项,并规定精密无缝钢管不得有显著的扭转。同时在进行表面处理的时候要进行及时解决以下的问题供大家进行参考:1.磷化件返锈。产生原因:游离酸度过高,Fe2+离子浓度过高,磷化时间不足。解决方法:调整酸比,清换槽或用双氧水处理,延长处理时间。2.膜不均匀有流痕。产生原因:除油不干净,磷化温度偏低,盘锦精密无缝钢管有钝化层。解决方法:加强脱脂,升高温度,酸洗。3.膜有空白点。产生原因:磷化温度过低,盘锦精密无缝钢管挂放过密或重叠,酸比值偏大。解决方法:升高温度,增大盘锦精密无缝钢管间隙,调整酸比。4.挂灰。产生原因:槽液中有沉淀物,磷化液冲洗不净,磷化液C含量过高。解决方法:沉淀物,酸洗后重新磷化,调整磷化液C用量。5.膜结晶粗。产生原因:Fe2+离子含量过高,磷化液C含量高,温度过高。解决方法:清换槽液或用双氧水处理,调整磷化液C用量,降温。



“追求品质,不忘初心”是恒金属材料销售 (安顺市分公司)一贯坚持的产品理念。目前,恒金属材料销售 (安顺市分公司)达成长期战略合作的原料供应工厂,不仅能够保障原材料的供应,更能从源头上确保用料的。从原料进库到产品出厂,各个环节,各个部门都有规范的管理和专人负责,恒金属材料销售 (安顺市分公司)生产的所有 檐沟产品均采用环保材料, 檐沟制作工艺均符合欧美标准,关注消费者关注的,我们一直在努力!



精密异型钢管在退火时有时会出现局部波浪形的情况,为了避免这种情况的发生,我们在生产这种钢管时哪些地方是需要注意的?接下来小编来为大家介绍下。1.通过增加控冷风机的输出量,通过增加快冷风机的输出功率来进行调整。2.在异型管生产过程中,通过高低牌号调整和炉内气氛控制减少结瘤磨辊的时间,从而减少碳套辊的整体磨损。如果此时还出现碳套辊整体磨损边浪,则是碳套辊超期服役造成的。3.为两侧边浪,减少异型管带钢边部氮气通入量,增加二肋氮气通入量,将控冷挡板的比例由原来的2-5-9-5-2调整为1-6-9-6-1。4.正常情况下,连退炉内带钢张力根据带钢规格计算设定,原则是保证带钢的稳定运行。张力过小,影响纠偏辊的纠偏能力,不能保证带钢在炉内中间运行的轨迹,使带钢在炉内跑偏,严重时造成刮边。来料出现不平度为1.5%的浪形时,炉内张力应适当调低。5.生产中要使炉子两侧烧嘴燃烧的数量一致且分布对称,根据仪表显示和火焰颜色调整燃烧状态,使异型管带钢在无氧化炉内加热均匀,以防止产生加热浪形。6.碳套的使用周期根据生产规格和牌号可以有一定区别,生产牌号越高,碳套使用周期越短;生产规格越窄,碳套使用周期越短。建议中低牌号连退退火机组碳套使用周期为4-6个月。7.保证碳套辊与异型管钢带的同步性。在设定炉辊速度时,要考虑带钢的热膨胀,根据对应炉段的不同温度进行炉辊的速度补偿,使每根炉辊的速度都和相应的带钢速度一致,以减少炉辊和带钢速度不同步造成的炉底辊磨损。



