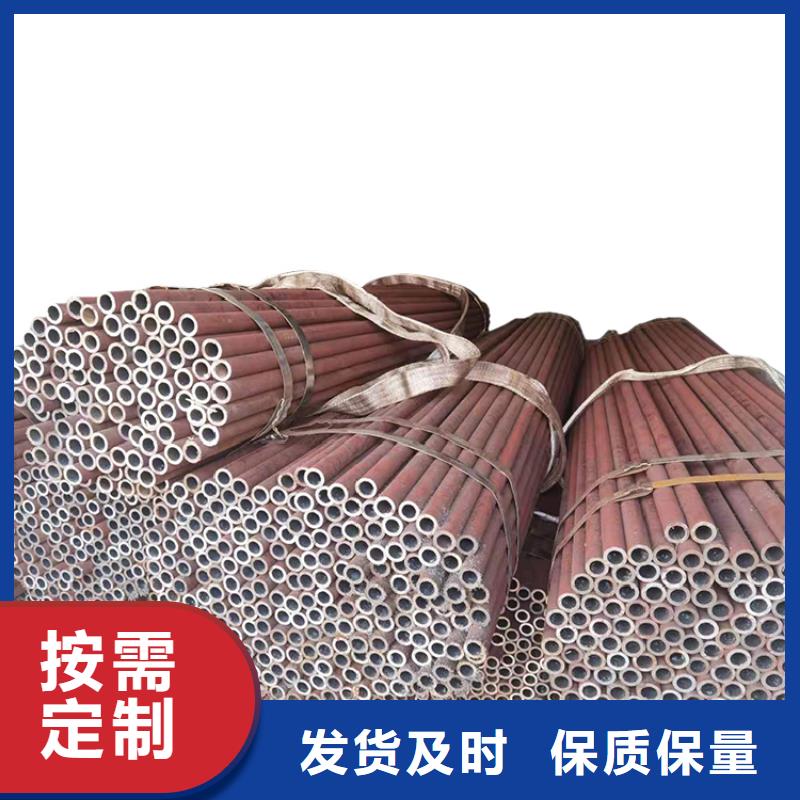






无缝零切钢管
并且不发生氧化皮。因为亮光退火过程中不发生氧化反响,所以,不需求再进行酸洗和钝化处理。No.由3A和3B表明。3A:外表经过均匀地研磨,磨料粒度为80~100目。3B:毛面抛光,外表有均匀的直纹,一般是用粒度为180~200意图砂带在2A或2B板上一次抛磨而成。其它工艺与2D相同No.单向外表加工,反射性不强,这种外表加工或许在修建运用顶用途广。
(Q345E,Q355E)无缝钢管切零伍家岗供应
明显超出市场预期。近期,北京钢材库存下降很快,且北方价格坚挺,对北方钢企的南下量有明显影响。被调研企业均表示,在南北价差偏低情况下,南下量已大幅减少或不计划南下,这点在码头也得到验证。目前,某码头南下的钢材库存为7万—8万吨,当月下水量为20万吨左右,而之前正常下水量约40万吨。码头工作人员称该码头经营品种以建材为主,受影响比其他品种更大。从环保限产对产量影响的角度分析,环保评级主要考察三个方面:一是超低排放;二是清洁运输,比如火运要达一定比例;三是产品要深加工。个别国企能满足清洁运输,一般民企则不易达到,而其他两个条件唐山的钢厂基本都能达到。这几年钢厂在环保方面投入大,像本次调研的钢厂环保评级均在B级。
其工艺过程是先用粗磨料抛光,后再用粒度为180的磨料研磨。No.是对No.4的进一步改进,4外表。"英国规范1449"中没有该外表加工。是对现已磨得很细但仍有磨痕的外表进行抛光。一般运用的是2A或2B板,用纤维或布抛光轮和相应的抛光膏。No.镜面抛光外表。



金海金属材料(安康市分公司)是 合金钢管等产品的专业生产企业,欢迎大家咨询产品规格,价格,来公司参观洽谈.
公司一直是以“质量精良,交货及时,价格合理,服务周到”的宗旨来为广大客户服务的;并且本着“质量求生存,信誉谋发展”的生产原则,赢得了广大新老客户的好评。公司内部管理科学,质量保证体系健全,我公司以诚为本,信誉良好,深受国内外客商信赖。金海金属材料(安康市分公司)愿为国内外的客户提供优质的产品和的服务。真诚欢迎各地的朋友来我公司洽谈业务,愿与每位客户携手共进,共创美好的未来。


零切钢管制造过程中,从制造材料、工艺、焊接、无损检测、计量、工装等环节对钢管零切制造生产过程进行质量监控,那么在组装时,如何保证钢管零切的平整度及整体偏差呢?下面小编为大家分析一下。
1、弯管组装:弯管是特殊管节,其外形尺寸误差过大将给安装带来一定的困难,因此要求整体组装。
2、改进焊接工艺:采取小范围焊接,特别是头一层的焊接,增加焊接层次,以此减少焊接变形量,减少钢管零切外形尺寸的偏差。
3、直管对接方法:在滚焊台车上,先整体调整间隙、错牙,进行整体尺寸检查,检验合格后整体一次点焊。
4、改进坡口设计:采用不对称的X形坡口,不留间隙,内缝焊接完毕后,用碳弧气刨清根,使内外两面焊缝的实际面积接近相等,有利于减少变形及降低残余应力。



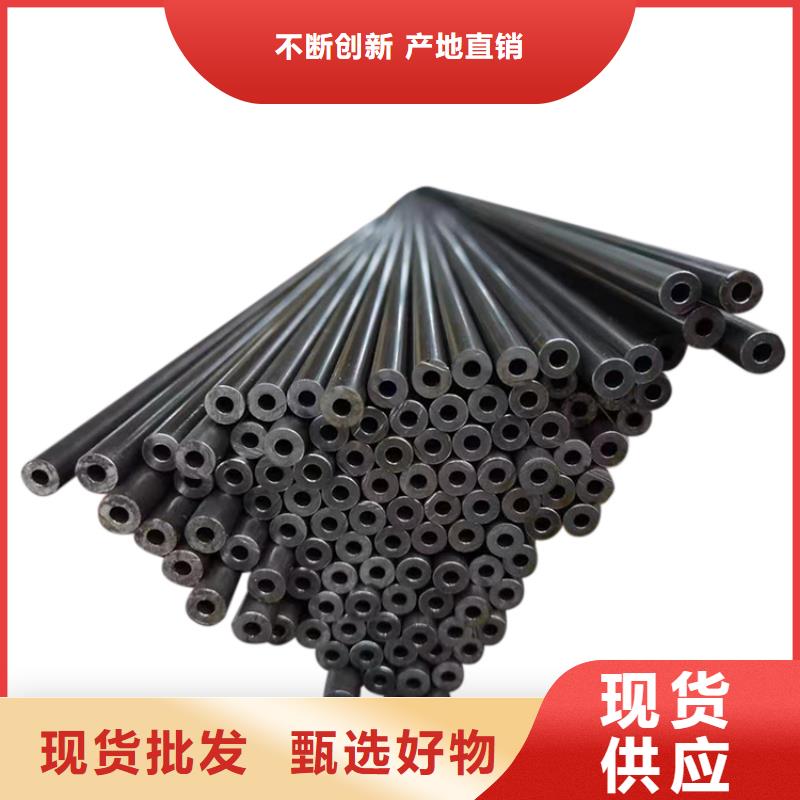
零切钢管变形太小,不能达到表面光洁度与尺寸精度的要求,也无法达到构件的强度指标;变形太大,钢管零切的塑性、韧性降低过多,而且,晶粒被拉得过分细长,形成了纤维组织,金属会具有明显的各向异性。冷拔钢管零切
钢管零切变形太小,不能达到表面光洁度与尺寸精度的要求矩形钢管切割,也无法达到构件的强度指标;变形太大,钢管零切的塑性、韧性降低过多,而且,晶粒被拉得过分细长,形成了纤维组织,金属会具有明显的各向异性。
冷拔钢管零切的轴向,平行于晶粒的拉长方向,强度升高;冷拔钢管零切的径向,垂直于晶粒的拉长方向,强度反而降低无缝钢管零切,而液压油缸应力正存在于钢管零切的径向上,所以,变形太大对充分发挥冷拔管的性能不利。
通过缜密的市场调查和研究发现,机械加工装置企业和成套设备企业,在选用了精密钢管零切之后,对天津钢管零切降低成本,提高利用率上,起到了极大的推动作用。
10年前大口径钢管切割,国内的机械加工装置企业和成套设备企业在使用钢管零切生产过程中,由于没有钢管零切,都是将不同口径的钢管零切采购回来后,经过车间技术工人的精心研磨,生产出所需口径的钢管零切。这种生产模式,比较被动和落后。并且花费的事件比较长,不能够应对瞬息万变的市场。而采用了钢管零切后(通常钢管零切多以小口径为主),首先是减少了等待时间,基本上从供应商手中拿到货后,不用在回车间研磨,就可使用。就是花费几天的供货时间,相对原先的生产模式,要节约百分之九十八的时间。并且,直接选用小口径精密钢管零切,可以很大程度的降低成本。举例来说,一种25*5的钢管零切,加工厂的加工都是以大批量的加工为主,然后经销售商推销,这样,一吨的25*5的钢管零切价格也就在7850元左右就可以运回到厂里,而原来的生产方式则是,厂里选购27*7的普通钢管零切,拉回厂里后,让车间的老工人锯成规定尺寸,然后上车床细细研磨。成本造价经核算下来,一吨高达11200元。而且,产生许多废料。