





想要知道不锈钢板,316不锈钢管可接急单产品如何?看视频就知道!看视频,选产品更明智!
以下是:山东德州不锈钢板,316不锈钢管可接急单的图文介绍


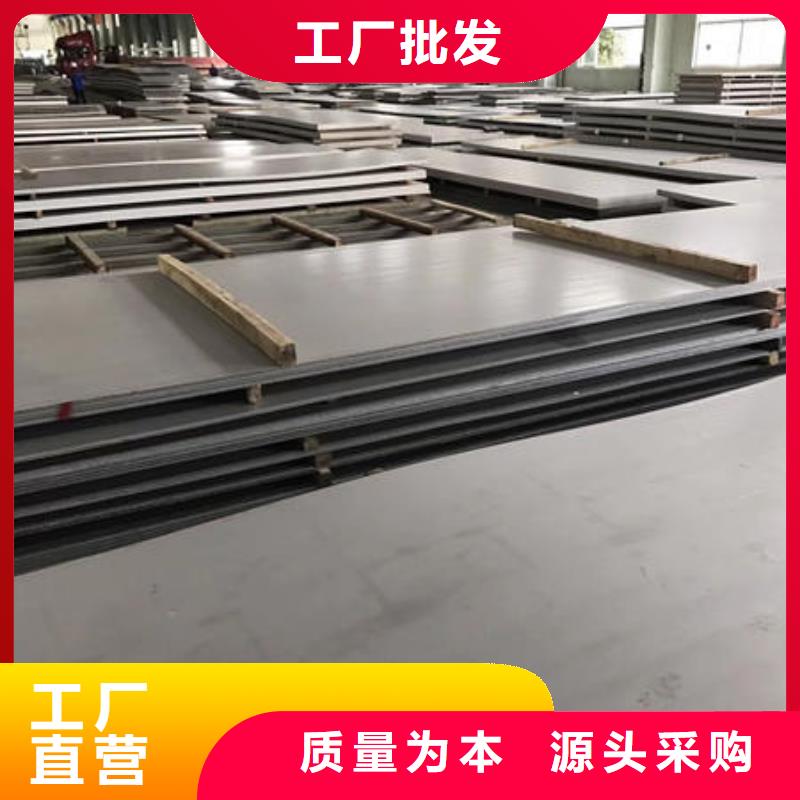
选择不锈钢板要考虑使用操作条件,例如手工操作或自动操作,热压机的性能和类型,对压制材的质量要求如硬度、光泽等。还要考虑经济核算,每次新抛磨的钢板,要求能生产一缓质量的装饰板次数。此外,选择钢板的合理厚度时,应考虑其使用时间、质量、刚度,同时要考虑板材受压时的强度要求;热传导性能;压力的分布,压板的幅面规格。如果钢板厚度不够,容易弯曲,势将影响装饰板生产。如果厚度过大,钢板过重,不仅增加钢板的成本,而且也会给操作上带来不必耍的困难。同时还要考虑不锈钢板加工或使用时应留的余量。铜板的厚度没有 一致的,但力求在同一张钢板的厚度尽量一致,一般中等规格的锯板,厚度公差为0.05一o.15毫米。如要求过严,研磨费用也将随之增高。一般是抗张力大、坚硬度大构钢板,耐机械损害性能越大,使用耐久性较长,但研磨殛加工费用也比较高。



2507 的复式结构使其具有较强的抗应力腐蚀开裂的能力。由于其较高的合金含量,SAF 2507的抗腐蚀能力及强度均优于2205,裂缝在建筑等方面几乎是不可避免的,这使得不锈钢在氯化物的环境里更易受到腐蚀.SAF 2507 具有很强的抗裂缝腐蚀的能力.SAF 2507在含有2000ppm氯离子的硫酸中的等腐蚀曲线0.1 mm/year;在盐酸中的等腐蚀曲线0.1 mm/year。机械特性: SAF 2507具有很高的耐压强度、冲击强度及较低的热膨胀系数和较高的导热性.这些特性适用于很多结构零件及机械部件.SAF 2507冲击强度很高,不宜长期置于高于570°F的温度环境下,这样可能会减弱其韧性.抗拉强度:σb≥730Mpa;延伸率:δ≥20%,配套焊材:ER2594焊丝,E2594焊条。应用领域:纸浆和造纸工业,海水淡化,烟气净化,热交换器,化学品液货船管道系统,海水系统等。



万宇金属材料(德州市分公司)位于锡山区开发区。地理位置优越,环境优美,交通便利。本公司依靠专业技术、精良的装备、素质高的员工,以"诚信、友爱、、创新"的企业精神,追求产品品质,竭尽全力为用户提供满意服务。通过不断进取、创新、开拓以性能的产品,合理的价位,真诚的服务使我公司生产的产品成为用户的品牌!公司主营产品【316不锈钢管】,公司科技开发力量雄厚,生产设备精良,工艺流程专业,质检监督机构齐全。 公司以“顾客至上,开拓进取”为企业精神,以“互惠互利,共创双赢”为经营理念。坚持以诚信为本,顾客至上为服务宗旨, 真诚与您合作,竭诚为您服务。


花纹板是通过机械设备在不锈钢板上进行压纹加工,使板面出现凹凸图纹。在六十年代初由欧洲的大型轧钢厂开始小批量生产,随后由于不锈钢花纹板出色的耐腐蚀性和防滑性得到了众多行业的采用从而开始普及。早的不锈钢花纹板的花纹样式为横竖条纹交错式,国内山西太钢和上海宝钢集团都在生产,在随后的20-30年中研究人员经过不断的实验和改进把拥有更好的防滑性的花纹设计出来现在也大规模的生产推广和应用了。近几年不锈钢花纹板的用途也在不断的创新、突破、改变,适用的行业和产品型号也在不断的增加,产品更新换代的速度也更加的频繁。不锈钢花纹板分两大类:一类是钢厂在生产不锈钢时通过轧机轧制而成的,这类产品主要厚度在3-6mm左右,是热轧后退火酸洗装状态,其工艺过程如下:不锈钢坯→热连轧机轧制黑卷→热退火和酸洗线→平整机、拉矫机、抛光线→横切线→热轧不锈钢花纹板这类花纹板一面是平的,另一面是花纹。



机械特性: SAF 2507具有很高的耐压强度、冲击强度及较低的热膨胀系数和较高的导热性.这些特性适用于很多结构零件及机械部件.SAF 2507冲击强度很高,不宜长期置于高于570°F的温度环境下,这样可能会减弱其韧性.抗拉强度:σb≥730Mpa;延伸率:δ≥20%,配套焊材:ER2594焊丝,E2594焊条。应用领域:纸浆和造纸工业,海水淡化,烟气净化,热交换器,化学品液货船管道系统,海水系统等。
焊接之前应彻底除掉有害于焊接的锈 、油、水份、油漆等,选定适合钢种的焊条。点焊时间距比碳钢点焊间距短,除掉焊渣时应使用不锈钢刷。焊完以后,为了防止局部腐蚀或强度下降,应对表面进行研磨处理或清洗。 切断以及冲压:由于不锈钢比一般材料强度高,所以冲压以及剪切时需要更高的压力,而刀与刀间隙正确时才能不发生切变不良和加工硬化, 采用等离子或激光切断,当不得不采用气割或电弧切断时,对热影响区进行研磨以及必要进行热处理。
焊接之前应彻底除掉有害于焊接的锈 、油、水份、油漆等,选定适合钢种的焊条。点焊时间距比碳钢点焊间距短,除掉焊渣时应使用不锈钢刷。焊完以后,为了防止局部腐蚀或强度下降,应对表面进行研磨处理或清洗。 切断以及冲压:由于不锈钢比一般材料强度高,所以冲压以及剪切时需要更高的压力,而刀与刀间隙正确时才能不发生切变不良和加工硬化, 采用等离子或激光切断,当不得不采用气割或电弧切断时,对热影响区进行研磨以及必要进行热处理。

