




简约而不简单,我们的热镀锌管市场电话产品视频将用直观的方式展示产品的核心价值。
以下是:热镀锌管市场电话的图文介绍

我厂坐落于德清升华库,交通条件便利,技术实力雄厚,经济后盾强大,市场前景广阔。苏沪金属制品(武威市分公司)生产设备齐全,配套能力强,有一整套严格的【09CrCuSbH型钢】生产管理体系和质量保证体系并拥有一支素质良好的员工队伍,在【09CrCuSbH型钢】产品的生产方面,已形成一整套独特可靠的工艺流程与生产方法,【09CrCuSbH型钢】产品规格齐全,价格合理、客户至上、服务周到、让利客户、薄利多销为原则,诚实守信为宗旨。经过多年的经营,已经同全国各厂家建立了稳固的供货体系,同使用单位建立了良好的经营体系。 公司愿与各地的新老客户共同搭起一座智慧的桥梁!与您共同发展灿烂美好的明天!



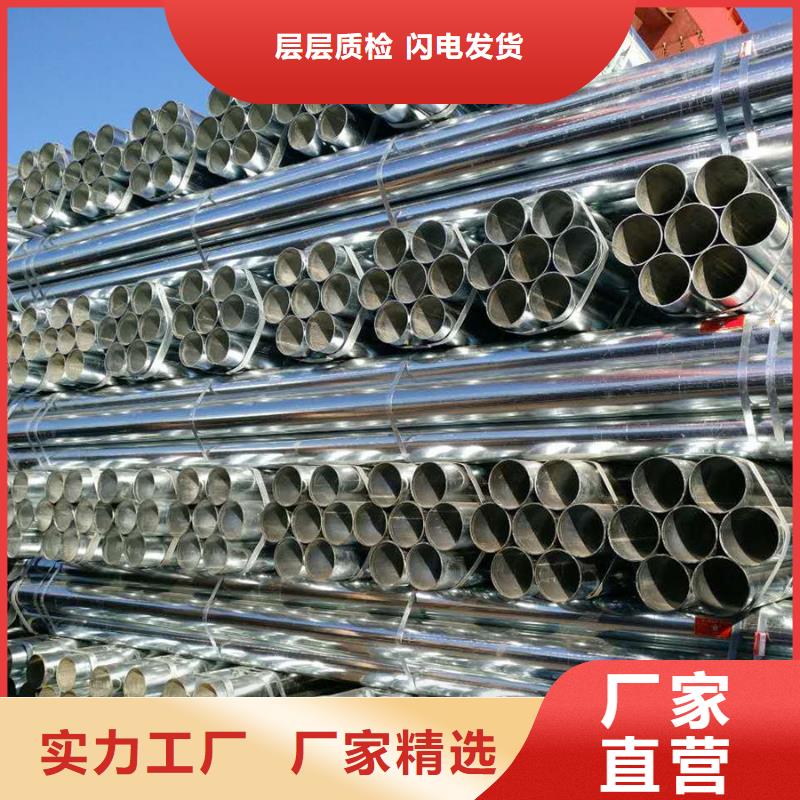
镀锌管无论涂层质量好坏,涂层是镀锌无缝管生产中的关键工序。 直接影响到镀锌无缝管装饰设计的实际效果。影响镀锌无缝管涂层质量的关键因素有四个。自然通风特性保证了镀锌无缝管的涂层表面质量不会受到环境的污染。此外,加工工艺标准因温度变化而立即发生变化。建筑涂料原料和镀锌无缝管是整个涂装过程中影响涂装质量的要素,因为建筑涂料批号中间存在偏色现象,建筑涂料的粒径不足,涂料率不高。 溶剂和分层的协调性不好,会立即影响涂料的实际效果,造成缺点。合金铝板的凹凸不平、膜厚不均、边缘拉伸应变不良也会立即影响产品质量和整体应用。因此,在选择原料时,应严格控制。机械设备涂装线规定涂装机械设备完好,镀锌无缝管涂装机械设备运行平稳,不得有水平和垂直振动,要求涂装辊仔细地面。涂布机的所有辊子都是水平的,振动必须控制在允许的范围内,否则会严重影响涂布表面的质量。



华尔钢热镀锌管物理变形规范,由于工程项目的需要,镀锌无缝管对电焊的焊接质量要求很高。先从外焊入手,可以保证镀锌无缝管电焊的熔透性和镀锌无缝管焊接的美观和水平。以及镀锌无缝管焊接的直线直线度。镀锌无缝管两侧自动埋弧焊机在镀锌无缝管领域称为内焊。镀锌无缝管的内焊是镀锌无缝管电焊的重中之重。原因在于它不仅电焊难度高,而且对焊接的要求也很高。镀锌无缝管焊接的探伤水平可以看这里。镀锌无缝管工作时,电流大,穿透深,不方便人眼观察。经验丰富的内部组长可以从镀锌无缝管工业电视上调整焊接电焊轨,在内焊时从外焊点的网络热点调整内焊速度。 热镀锌管焊接前,主要是对镀锌无缝管进行加热,控温30分钟后开始焊接。 焊接加热、固层温度和热处理过程由热处理过程温控柜自动控制,采用远红外履带式热处理炉片,全自动设置曲线和描述曲线,热电阻测温。 加热时热阻测量点之间的距离为距焊缝边界15mm-20mm。为了更好地防止镀锌无缝管焊接变形,每根立柱接头由两人对称焊接,焊接方向由中间向两侧焊接。


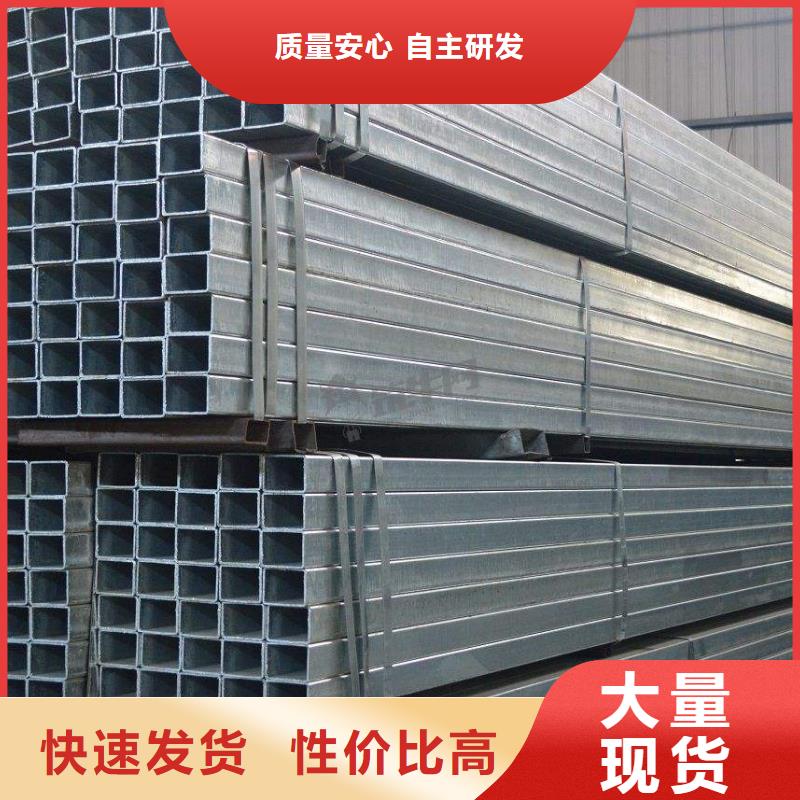
点炉中的热处理不可能一气呵成。镀锌管落地水平应根据温度控制,中间关炉改变压力,使淬火后的工件透视自始至终不矛盾。注意冷冻液的测量。 如果 10% 盐水溶液的测量高于 60°C,则不能应用。冷冻液不得有血、沙等残留物,否则会出现视角多或景物不均。粗胚一旦调质,视角就永远不会均匀。 如果要失去良好的调质质量,则毛坯应进行粗加工,圆棒应进行锻造。 镀锌方管活塞机的液压系统有单活塞杆气缸和双活塞杆气缸两种。 单活塞杆液压系统只有液压缸的一端,两侧分别为出油口和回油孔,以达到横向适应。又称双效油缸,常用于液压挖掘机等工程机械。 镀锌方管双活塞杆液压系统具有两侧延伸的液压缸,其组成与单活塞液压系统基本相同。 当液压系统的右腔充满液体,左腔被抽油时,活塞杆偏心,对面的活塞杆偏心。 镀锌方管的稳定性和合理性。

