



想知道热浸锌管大口径的用途产品有多棒?看视频就够了,它比千言万语都更有说服力!
以下是:热浸锌管大口径的用途的图文介绍
苏沪金属制品(海西市分公司)成立以来,一贯奉行质量可靠的宗旨,并于今年通过ISO9001:2000质量管理体系认证。
现我公司有大量 09CrCuSbH型钢现货,将以优惠的价格,批零兼营的方式,为您提供快捷优质的服务,欢迎新老客户前来洽谈、电议。


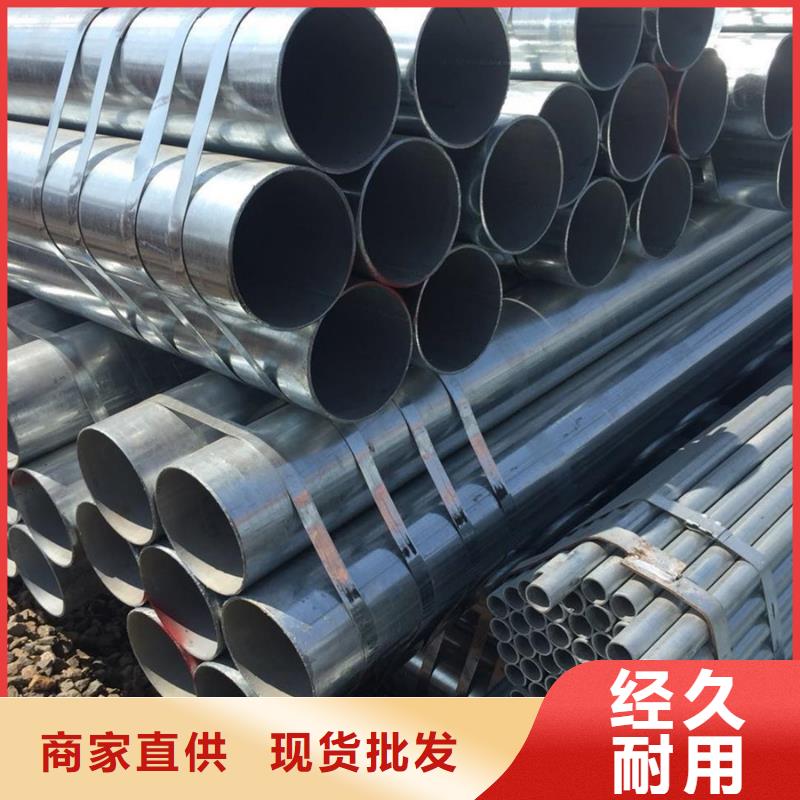
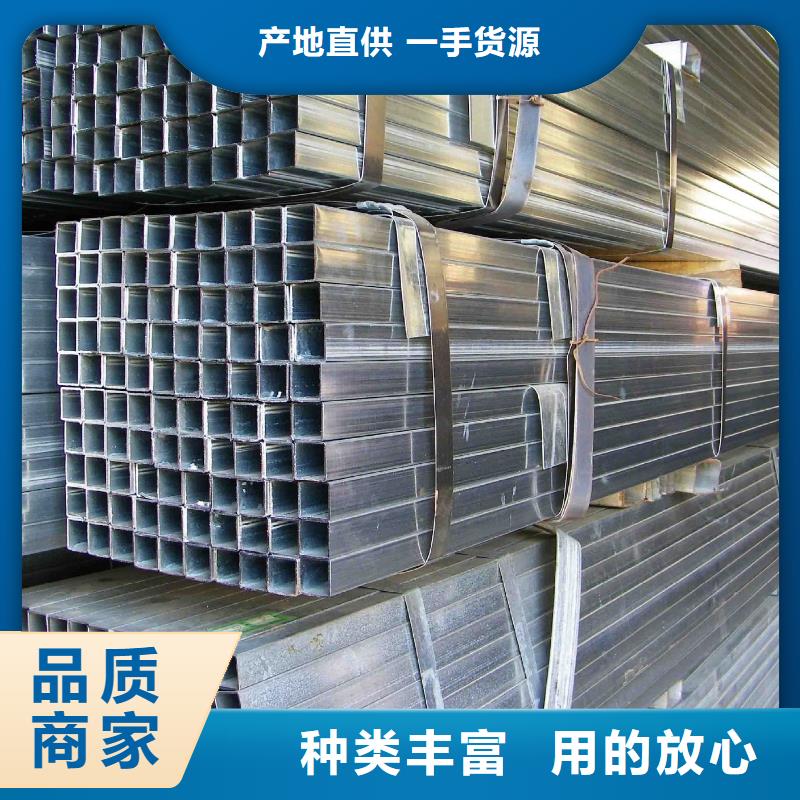
镀锌方管应该是焊接应力过于集中的问题。镀锌方管的材质淬火后很脆,焊接时局部高温,没有相应的保温措施,导致断裂。焊接:焊接,又称“熔接”或焊接、焊接,是将两种或多种材料加热、加压或一起使用,使两个工件之间产生原子结合的过程和连接方法。焊接在金属和非金属方面都有广泛的应用。二辊斜轧穿孔机广泛应用于一发镀锌钢坯穿孔。不仅普通的奥氏体镀锌钢板,而且难变形的双相不锈钢和镍基合金都可以在两辊斜轧穿孔机上生产。 如果使用双辊锥型辊穿孔机,镀锌管可生产的钢种与毛细管的表层很短,如向内折叠和内部裂纹等内表层缺陷。另外,生产出来的毛壁厚度更薄,经过各种轧管机可以使壁厚变薄,从而减少冷拔道次,提高生产效率和成功率,显着提高经济效益。 热挤压工艺是国外热处理镀锌方管的关键生产工艺。 与挤压成形和冷轧的生产方法相比,镀锌方管挤压成形法的特点是金属材料在整个变形过程中受到三维压缩应力。 对于抗变形能力高、热固性差的塑料的不锈钢管,可以获得良好的内外工艺性能和合金成分。 由于柱式液压机破孔技术的改进,挤压后的荒壁厚度精度可达到5%~7%。


华尔钢热镀锌管物理变形规范,由于工程项目的需要,镀锌无缝管对电焊的焊接质量要求很高。先从外焊入手,可以保证镀锌无缝管电焊的熔透性和镀锌无缝管焊接的美观和水平。以及镀锌无缝管焊接的直线直线度。镀锌无缝管两侧自动埋弧焊机在镀锌无缝管领域称为内焊。镀锌无缝管的内焊是镀锌无缝管电焊的重中之重。原因在于它不仅电焊难度高,而且对焊接的要求也很高。镀锌无缝管焊接的探伤水平可以看这里。镀锌无缝管工作时,电流大,穿透深,不方便人眼观察。经验丰富的内部组长可以从镀锌无缝管工业电视上调整焊接电焊轨,在内焊时从外焊点的网络热点调整内焊速度。 热镀锌管焊接前,主要是对镀锌无缝管进行加热,控温30分钟后开始焊接。 焊接加热、固层温度和热处理过程由热处理过程温控柜自动控制,采用远红外履带式热处理炉片,全自动设置曲线和描述曲线,热电阻测温。 加热时热阻测量点之间的距离为距焊缝边界15mm-20mm。为了更好地防止镀锌无缝管焊接变形,每根立柱接头由两人对称焊接,焊接方向由中间向两侧焊接。



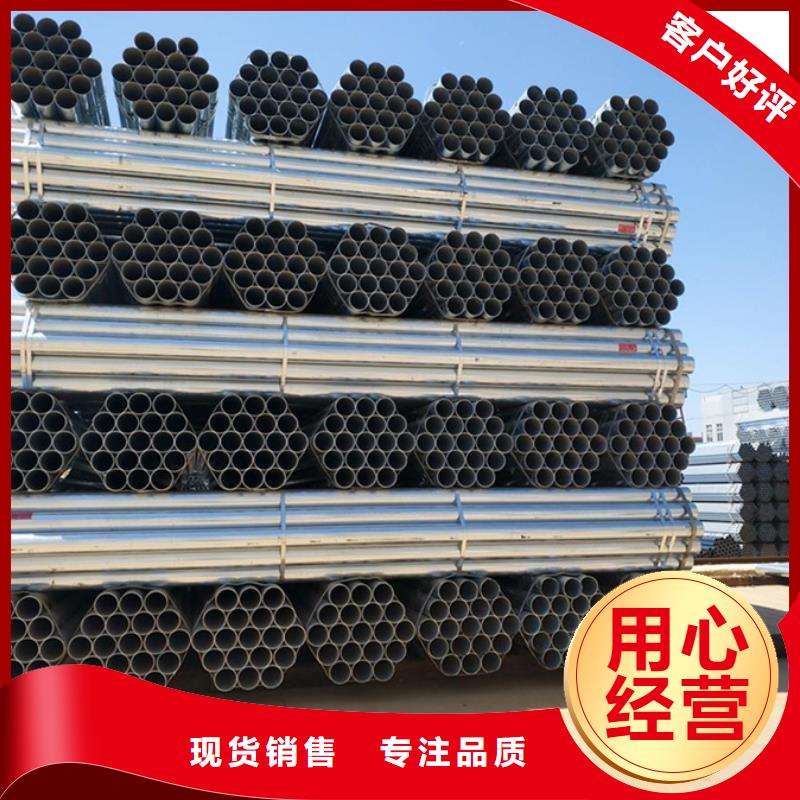
镀锌无缝管扩径是利用液压机或机械设备从镀锌无缝管的内腔侧向移动,使无缝钢管沿轴向扩径成型的工作压力生产工艺。机械设备法比液压机法更简单,效率更高。选用了世界上几种镀锌无缝管扩径工艺。 叶片的扇形块沿轴向扩展,从而通过步进电机沿长短方向步进完成精加工管全长塑性变形的全过程。打开风扇块,直到所有的风扇块接触到无缝钢管的内腔。此时,跨距范围内的无缝钢管内圆钢管各点半径基本一致,16mn镀锌管基本为一整圈。扇块的过去部分刚刚开始降低适应运动率,直到达到规定的部分,根据镀锌无缝管的质量,是成品管的中圈上部。 扇形块在第2个环节开始进一步减速,直至到达规定位置,即工艺技术规定回弹前镀锌无缝管内圆的上部。扇形块在镀锌无缝管的内圈上保持静止一段时间,然后被弹起。镀锌无缝管两侧自动埋弧焊设备分为镀锌无缝管内焊和镀锌无缝管外焊。镀锌无缝管两侧自动埋弧焊机在镀锌无缝管领域称为外焊。镀锌无缝管外焊是指无缝对接的过程,可以理解为:镀锌无缝管焊接和预焊时,该工艺是外焊,而不是内焊。原因是:镀锌无缝管是外焊还是内焊,都会影响无缝钢管受热时的物理变形。如果镀锌无缝管的外焊缝先焊接,可以减少数据和信息。



