




一分钟,了解产品的全部魅力!观看我们的护栏不锈钢产品视频,为您的购买决策提供有力支持。
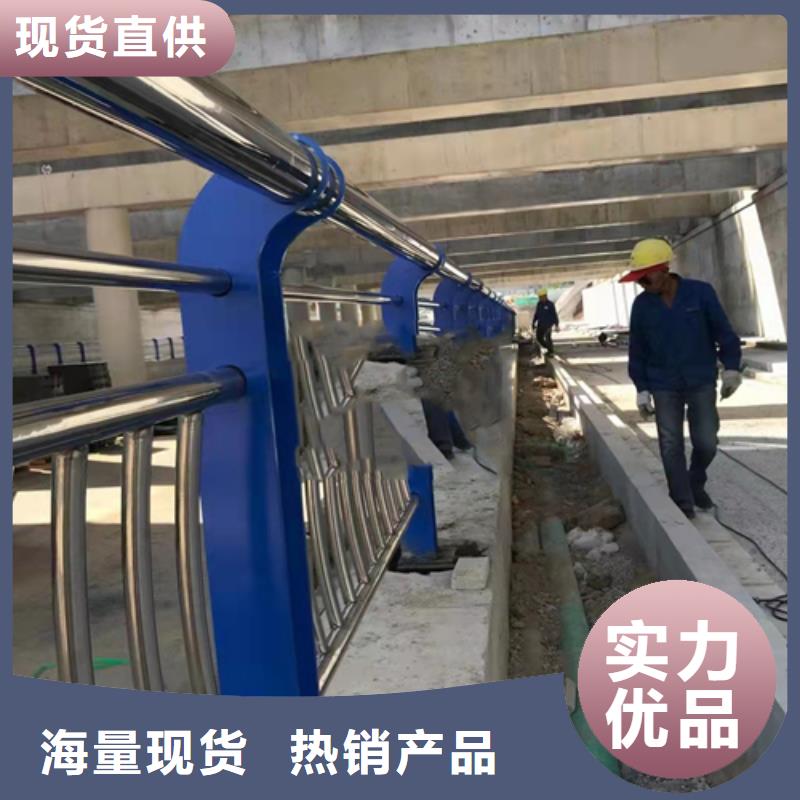
以下是:云南西双版纳护栏不锈钢的图文介绍


不锈钢复合管护栏楼梯间栏杆为一类栏杆,楼梯间栏杆立杆为φ51×1.0(即外径51mm,壁厚1.0mm,以下均此表示法)不锈钢管,扶手为φ51×0.1不锈钢管,竖向花管为φ19×0.8不锈钢管,上下横杆为φ38×1.0不锈钢管。06J403-1图集中24页B13a要求:每个梯段增加一个扶手与混凝土梯段连接的加强杆,加强杆为φ25×1.0不锈钢管,连接方式同立柱;屋面层栏杆采用直接与混凝土连接;竖向花管净距不得大于110mm,楼梯栏杆每三步设置1根立柱。
2)一层楼梯间通往地下室栏杆样式扶手钢管为φ51×1.0不锈钢管,连墙杆为φ25×1.0不锈钢管,连接方式同扶手。
3)二层楼梯休息平台护栏直接坐在楼梯休息平台上返梁上,要求栏杆成活后距地面1100mm,竖向花管净距为110mm,立杆间距为700mm,下横杆距上返梁100mm,上横杆距扶手100mm。主杆扶手、立杆为φ51×1.0不锈钢管,竖向花管为φ19×0.8不锈钢管,上下横杆为φ38×0.8不锈钢管,样式参考下图楼梯间栏杆水平段做法,但上横杆直接与两侧墙连接(不选用下图带圆弧形式)。
2)一层楼梯间通往地下室栏杆样式扶手钢管为φ51×1.0不锈钢管,连墙杆为φ25×1.0不锈钢管,连接方式同扶手。
3)二层楼梯休息平台护栏直接坐在楼梯休息平台上返梁上,要求栏杆成活后距地面1100mm,竖向花管净距为110mm,立杆间距为700mm,下横杆距上返梁100mm,上横杆距扶手100mm。主杆扶手、立杆为φ51×1.0不锈钢管,竖向花管为φ19×0.8不锈钢管,上下横杆为φ38×0.8不锈钢管,样式参考下图楼梯间栏杆水平段做法,但上横杆直接与两侧墙连接(不选用下图带圆弧形式)。



众英金属科技(西双版纳市分公司)坐落于开发区工业园,本公司专业生产 不锈钢复合管道路栏杆。“ 质量为基础,诚信求永恒,厚德载物” 是我公司的企业发展宗旨,也是企业员工孜孜不倦的努力方向 。 公司经多年的发展和努力,拥有着一批专业的服务团队,从机器设计、生产加工、安装运行到售后服务,有朋至远方来,不亦乐乎! 欢迎各地朋友前来参观考察,共谋发展,共创美好未来!


众英金属科技(西双版纳市分公司)拥有 不锈钢复合管道路栏杆研发、生产、营销、质检、物流仓储等完整的管理体系。立足于国内市场,以的品质和服务为广大用户提供值得信赖的 不锈钢复合管道路栏杆产品。 不锈钢复合管道路栏杆产品不断创新,及时满足市场需求。公司在合肥、上海和深圳建立了三个 不锈钢复合管道路栏杆生产基地,组建了遍及全国的销售服务网络。 专业成就品质,科技引领未来。公司本着“品质优异、客户至上、诚实守信、和谐发展”的经营理念,愿与海内外客户精诚合作,共赢发展。



不锈钢复合管护栏在进行制作的过程中也是要掌握一步就是焊接,焊接不锈钢复合管护栏要求的技术是比较高超的,焊接的工艺和制作的流程都是严谨的,尤其是焊接的类型以及焊接的方式要注意合理进行操作,这样的话才能够使得它的质量有着稳定的上升。常用的不锈钢复合管护栏焊接由以下的方式进行的:
:手工焊:手工焊是一种非常普遍的、易于使用的焊接方法.电弧的长度靠人的手进行调节,它决定于电焊条和工件之间缝隙的大小.同时,当作为电弧载体时,电焊条也是焊缝填充材料。
第二:MIG/MAG焊接:这是一种自动气体保护电弧焊接方法.在这种方法中,电弧在保护气体屏蔽下在电流载体金属丝和工件之间烧接.机器送入的金属丝作为焊条,在自身电弧下融化.
第三:TIG焊接:电弧在难熔的钨电焊丝和工件之间产生.这里使用的保护气体是纯氩气,送入的焊丝不带电.焊丝既可以手送,也可以机械送.也有一些特定用途不需要送入焊丝.被焊接的材料决定了是采用直流电还是交流电.采用直流电时,钨电焊丝设定为负极.因为它有很深的焊透能力,对于不同种类的钢是很合适的,
:手工焊:手工焊是一种非常普遍的、易于使用的焊接方法.电弧的长度靠人的手进行调节,它决定于电焊条和工件之间缝隙的大小.同时,当作为电弧载体时,电焊条也是焊缝填充材料。
第二:MIG/MAG焊接:这是一种自动气体保护电弧焊接方法.在这种方法中,电弧在保护气体屏蔽下在电流载体金属丝和工件之间烧接.机器送入的金属丝作为焊条,在自身电弧下融化.
第三:TIG焊接:电弧在难熔的钨电焊丝和工件之间产生.这里使用的保护气体是纯氩气,送入的焊丝不带电.焊丝既可以手送,也可以机械送.也有一些特定用途不需要送入焊丝.被焊接的材料决定了是采用直流电还是交流电.采用直流电时,钨电焊丝设定为负极.因为它有很深的焊透能力,对于不同种类的钢是很合适的,
