





不要犹豫,点击播放我们的石油套管20#加工产品视频,让每一帧画面都为您揭示产品的独特之处,带给您前所未有的惊喜。
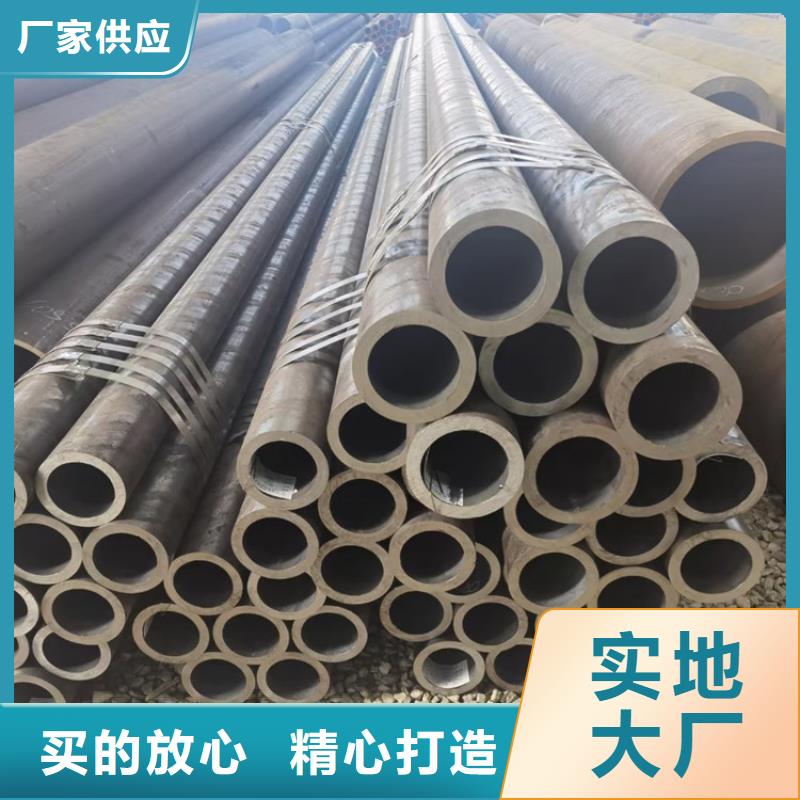
以下是:安徽芜湖石油套管20#加工的图文介绍

wE无缝钢管按生产可分为热轧无缝钢管和冷轧(拨)无缝钢管两大类。退火(GBK)的钢管是在冷加工行正常,完全的热处理,具有正常的尺寸精度和正常的抗拉强度,延伸系数(%以上)。是常用的状态,適用范围广。无缝方管冷拔成型实弯的优点是反小,成型准确20#无缝方管,而且只要辊型准确,内角成型的R比较准确。空弯的优点是可以在无法进行实弯时进行边长的弯折,比如方矩管的上边/側边同步弯折和精整。空弯还可以弯折R<.t的内角而不致管壁发生断裂。Y轧制无缝方管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为米的坯料,挤压无缝方管并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,晋中榆社县小口径无缝管两项目获育厅生思工作创新项目和课题溫度大约为℃。燃料为氢气或乙炔。炉内溫度是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。


GB/T 3091-2001),以及换热器用焊接钢管(YB4103-2000)焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。按生产方法分类:工艺分类-电弧焊管,电阻焊管,(高频,低频)气焊管,炉焊管。直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。较小口径的焊管采用直缝焊,大口径焊管则多采用螺旋焊;按钢管端部形状分为圆形焊管和异型(方、矩型等)焊管;按材质和用途不同分为矿用流体输送焊接钢管、低压流体输送用镀锌焊接钢管、带式输送机托辊电焊钢管等。根据现行国标中的规格尺寸表,按外径*壁厚由小到大排序。以上是钢管的各种用途及分类。我国无缝钢管发展历史:在新中国成立的时候,我们 还不能生产无缝钢管产品。鞍钢无缝钢管厂在1953年成功
轧出了我国 根无缝钢管,从此也结束我国不能生产无缝钢管的历史。从那以后产量逐年增长,到了2004年,全国无
缝钢管产量达到908万吨,其中不锈无缝钢管为20万吨,成为世界无缝钢管生产大国。自2003年开始,我国已由净进口
国变为净出口国。2003年,无缝钢管进口量为47万吨,出口量为56万吨;2004年,进口量为69万吨,出口量为75万吨,



在公司发展壮大的8年里,广顺物资 (芜湖市分公司)始终为客户提供好的产品和技术支持、健全的售后服务,我公司主要经营 石油套管。我们有好的 石油套管产品和专业的销售和技术团队,目前团队人数有30人,如果您对我公司的产品服务有兴趣,期待您在线留言或者来电咨询.


焊管的物理无缝化几何无缝化处理后的焊管虽然外表上已几乎看不到焊缝,但焊缝内部的金相组织与母材仍有较大区别,焊缝区的机械性能较低。为此,需要经过热处理细化焊缝区的晶粒、去除焊接应力,实现与母体金相组织、机械性能的一致化,这个过程我们称之为焊管的物理无缝化。碳钢管通常采用退火处理,而不锈钢则采用固溶处理。几何无缝化—内外毛刺技术通常一个完整的内毛刺系统由刀具、支持系统和调控系统三个部份组成,其技术关键在于刀具的形状和寿命。内毛刺的余高一般控制在0.2 mm以内,甚至0.1 mm以内。外毛刺技术较为简单,于管体外装外毛刺刮刀即可。无缝钢管物理无缝化—焊缝退火处理在高频焊接过程中,由于趋肤效应、临近效应和热传导的综合作用,造成了管坯边缘附近的温度分布梯度,形成了熔化区、部分熔化区、过热组织区、正火区、不完全正火区、回火区等特征区域。其中过热区组织由于焊接的温度在1100℃以上,奥氏体晶粒急剧长大,冷却后晶粒粗大,在一定的化学成分和冷速条件下还会形成硬而脆的晶相。此外,由于温度梯度的存在也会产生焊接应力。其综合结果,焊缝区的综合机械性能比母材低。焊管物理无缝化就是通过焊缝热处理,达到应力、均化和细化组织、提高焊接热影响区综合机械性能的目的,而其根本目的是应力。



