




想要知道Q355D大口径无缝钢管GB8162-2008执行标准产品如何?看视频就知道!看视频,选产品更明智!
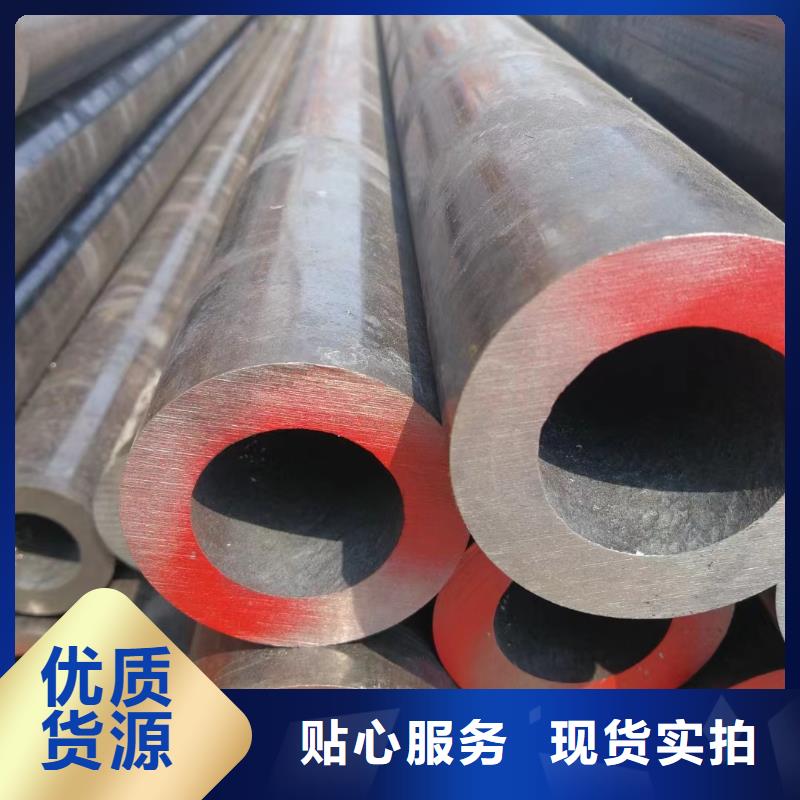
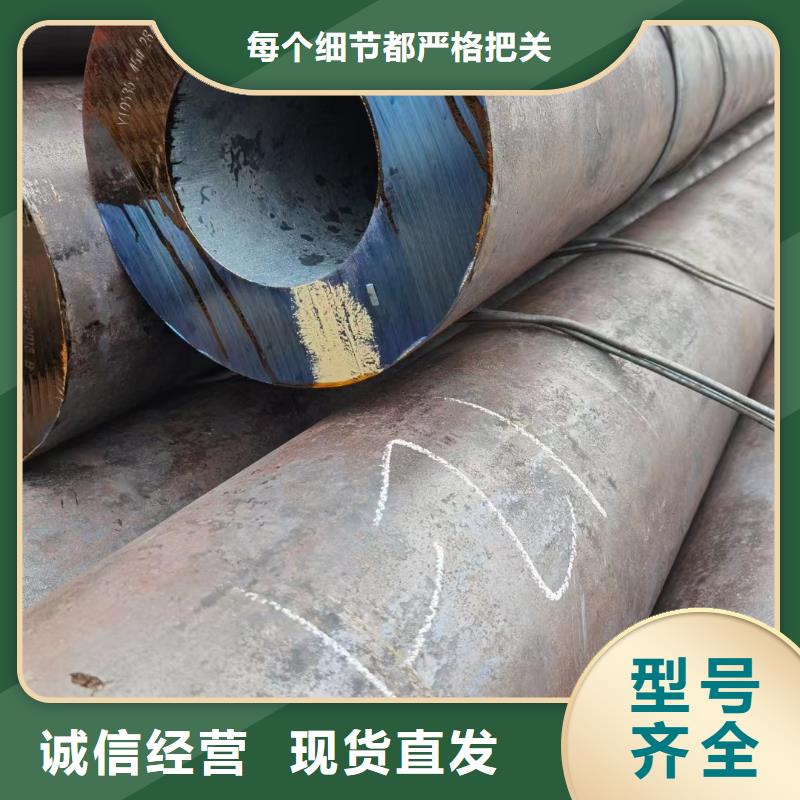
以下是:广东广州Q355D大口径无缝钢管GB8162-2008执行标准的图文介绍


广东广州目前成都贸易商库存压力不大,对价格形成支撑;华北地区市场运行偏强,回流天津、唐山、邯郸等地。且分终端采购意愿不强,观望为主,而Q355E无缝钢管市场整体出货略显参差不齐, 成本是主要支撑;华南地区涨势明显,柳钢新政持续提振,两日涨幅60元带动现货商家调整。但周四现货走货乏力,实单可议价现象增多。目前主流价格为5420-5760元。调查数据显示,目前大多数家庭的消费占比在不断上升,中高收入人群和追求高品质生活的人群会越来越重视室内空间的环境,这意味着市民的生活水平正在逐步提高。消费趋势为未来广东广州Q355E无缝钢管企业奠定了两个发展方向:一是要树立品牌,懂得利用新兴社交平台进行品牌推广;第二,产品一定要越来越有创意,大规模个性化Q355E有缝方管定制才是王道。



广东广州焊接钢管是指用钢带或钢板弯曲变形为圆形、方形等形状后再焊接成的、表面有接缝的钢管。 焊接钢管采用的坯料是钢板或带钢。 焊接钢管中含Ni时在酸性环境中耐蚀性强,在含有硫酸或者盐酸的环境中,广东广州无缝钢管中Ni的含量越高则耐蚀性越强。在一般的环境下,只需在焊接钢管中添加Cr就可以防止发生侵蚀的现象。钢带边缘状况不佳是造成错边的另一重要原因。质量流量、热流密度以及结构参数(螺旋曲率直径和焊接钢管径的比值Dc/D)的变化对立式螺旋管内饱和泡状沸腾换热系数的影响。 焊接钢管在生产时,错边时有发生,其影响因素很多。在生产实践中,往往由干错边超差而使钢管降级。因此分析无缝钢管错边产生的原因及其措施是很有必要的。 由于不切边钢带头尾的形状和尺寸精度较差,对接时易造成钢带硬弯而引起错边。模拟参数范围:竖直管:管径D=lOmm,管长L=660mm;三种立式焊接钢管:管径D=10mm,焊接钢管曲率直径和螺旋管径的比值的变化分别为Dc/D=15,20,25,螺旋节距Pt=20mm,管长分别为L=503mm,L=660mm,L=817MM。质量流量G=200~400Kg/(m"2·s),热流密度q=5~15KW/m"2,饱和压力p,饱和=0.414880MPa,饱和温度T,饱和=283.15K。



天恒源钢铁(广州市分公司)拥有先进的 Q345B合金钢管生产设备以及完善的生产工艺,高学术技术团队和研发团队,确保了 Q345B合金钢管产品的质量与性能。良好的企业文化以及务实的创新精神,使企业的技术不断的提高,与国际同类产品有广泛的互换性,以便于国内外的 Q345B合金钢管产品相互替换应用。


1.广东广州管道用无缝钢管。如:水、煤气管、蒸汽管道用无缝管、石油输送管、石油天然气干线用管。农业灌溉用水龙头带管和喷灌用管等。 2.广东广州热工设备用无缝钢管。如一般锅炉用的沸水管、过热蒸汽管,机车锅炉用的过热管、大烟管、小烟管、拱砖管以及高温高压锅炉管等。 3.机械工业用无缝钢管。如航空结构管(圆管、椭圆管、平椭圆管),汽车半轴管、车轴管、汽车拖拉机结构管、拖拉机的油冷却器用管、农机用方形管与矩形管、变压器用管以及轴承用管等。 4.广东广州石油地质钻探用无缝钢管。如:石油钻探管、石油钻杆(方钻杆与六角钻杆)、钻挺、石油油管、石油套管及各种管接头、地质钻探管(岩心管、套管、主动钻杆、钻挺、按箍及销接头等)。 5.广东广州化学工业用无缝钢管。如:石油裂化管,化工设备热交换器及管道用管、不锈耐酸管、化肥用高压管以及输送化工介质用管等。 6.其他各部门用管。如:容器用管(高压气瓶用管与一般容器管),仪表仪器用管、手表壳用管、注射针头及其医疗器械用管等。



圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库 无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。无缝钢管的规格用外径*壁厚毫米数表示。 广东广州热轧无缝钢管外径一般大于32mm,壁厚2.5-200mm,冷轧无缝钢管外径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。 一般用无缝钢管是用10、20、30、35、45等优质碳结钢16Mn、5MnV等低合金结构钢或40Cr、30CrMnSi、45Mn2、40MnB等合结钢热轧或冷轧制成的。10、20等低碳钢制造的无缝管主要用于流体输送管道。45、40Cr等中碳钢制成的无缝管用来制造机械零件,如汽车、拖拉机的受力零件。一般用无缝钢管要保证强度和压扁试验。热轧钢管以热轧状态或热处理状态交货;冷轧以热处理状态交货。 热轧,顾名思义,轧件的温度高,因此变形抗力小,可以实现大的变形量。无缝钢管厂以钢板的轧制为例,一般连铸坯厚度在230mm左右,而经过粗轧和精轧,终厚度为1~20mm。同时,由于钢板的宽厚比小,尺寸精度要求相对低,不容易出现板形问题,以控制凸度为主。对于组织有要求的,一般通过控轧控冷来实现,即控制精轧的开轧温度、终轧温度.圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。

