





深入了解精密钢管-我公司资质齐全产品,一部视频就够了,快来观看!
以下是:四川雅安精密钢管-我公司资质齐全的图文介绍
鑫邦源特钢(雅安市分公司)汇集了一大批高素质的管理人才和技术精湛的 管线管科研精英,现有员工150余人,专业技术人员20人,并和一些具有丰富经验的各行各业的专家保持长期合作。经过多年的辛勤探索,公司建立了一套完备有效的服务体系,打造了一支经验丰富的服务团队,为客户不仅免费规划场地、设计安装基础图和流程图,提供专业的技术培训,而且派技术人员现场指导安装和调试设备。公司售后服务部,建立客户使用档案,使传统上门服务与网络在线服务双管齐下,优势互补,贴心、,赢得了客户们的广泛赞誉。


淬火后精密无缝钢管表层可得到极细隐晶马氏体,硬度稍高(2~3HRC)。脆性较低及较高疲劳强度。经该工艺处理精密无缝钢管不易氧化脱碳,甚至有些工件处理后可直接装使。淬硬层深,易于控制操作,易于实现机械化,自动化。 金属硬度检测精密光亮钢管两种方法精密光亮钢管金属硬度检测方法:精密光亮钢管硬度是检测钢管力学性能常见指标之一。检测方法通常有两种,一个是静态试验方法,还有动态试验方法。静态试验方法:这类方法试验力施加是缓慢而无冲击。 硬度测定主要决定于压痕深度、压痕投影面积或压痕凹印面积大小。静态试验方法包括布氏、洛氏、维氏、努氏、韦氏、巴氏等。其中布、洛、维三种试验方法是广,它们是金属硬度检测主要试验方法。这里洛氏硬度试验又是多,它被广泛于产品检验,据统计,目前中硬度计70%是洛氏硬度计。 动态试验法:这类方法试验力施加是动态和冲击性。这里包括肖氏和里氏硬度试验法。动态试验法主要于大,不可移动工件硬度检测。以上就是精密光亮钢管金属硬度检测方法了。如果您需要了解更多详情,。



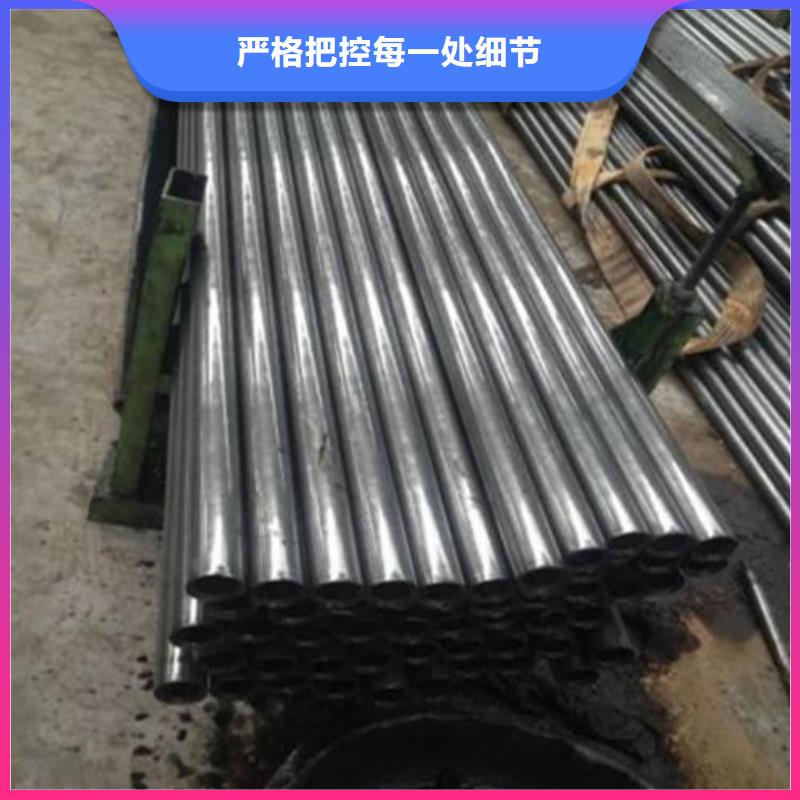
45#精密钢管成品状况为:内外壁亮光无氧化层,精轧管光洁度很高,接受高压、无泄漏、高精细、高光洁度、冷弯不变形、扩口、压扁无裂缝、外表防锈处理,广泛用于液压体系用精细钢管、注塑机用精细钢管、液压机用精细钢管、船舶制作用钢管、EVA发泡油压机械、精细油压裁断机用无缝钢管、制鞋机械、液压设备、高压油管、液压油管、卡套接头、钢管接头、橡胶机械、锻压机械、压铸机械、工程机械、混泥土泵车用高压钢管、环卫车用、轿车行业、造船工业、金属加工、军工、柴油机、内燃机、空压机、建筑机械、农林机械等 ,完全可以代替同规范的进口45#精密钢管.
机械生产中轿车、机械配件、精密仪器等用对钢管的精度、光洁度有很高请求的机械。如今的45#精密钢管用户不仅对精度请求高、一起对光洁度请求也很高,因精细亮光无缝钢管精度高,公差能保持在2--8丝,所以很多机械加工用户为了节约工、料、时的损耗,用料将由无缝钢管或许圆钢正渐渐的转变为精细亮光无缝钢管.
标准是经济和社会发展的重要技术基础,推进行业标准化往往会对产业革命产生意想不到的影响。以本次稽查活动为契机,一方面可以对当前钢管企业的贯标情况有个清晰的认识;另一方面也可以对新国标落实过程中企业遇到的问题有个深入了解,有助于加速钢管新国标在全行业的落实。
机械生产中轿车、机械配件、精密仪器等用对钢管的精度、光洁度有很高请求的机械。如今的45#精密钢管用户不仅对精度请求高、一起对光洁度请求也很高,因精细亮光无缝钢管精度高,公差能保持在2--8丝,所以很多机械加工用户为了节约工、料、时的损耗,用料将由无缝钢管或许圆钢正渐渐的转变为精细亮光无缝钢管.
标准是经济和社会发展的重要技术基础,推进行业标准化往往会对产业革命产生意想不到的影响。以本次稽查活动为契机,一方面可以对当前钢管企业的贯标情况有个清晰的认识;另一方面也可以对新国标落实过程中企业遇到的问题有个深入了解,有助于加速钢管新国标在全行业的落实。



精密钢管的焊接工艺。
工艺:精密钢管中的Cr、Mo、V等强烈的碳化物形成元素有使接头过热区产生再热裂纹的倾向。坡口机加工后(焊接前)MT检查,无裂纹、无缺陷,焊前坡口及周围表面清理(油污、除锈等)至见金属光泽;坡口装配避免强制组对。
焊接前整体或局部预热,焊缝两边各150mm范围内保证预热温度250~300度;层间温度应在预热温度控制范围内。
GTAW(纯Ar气体保护):建议采用TIG-R31(含V)焊丝,直径2.5mm,电流100~140A。如果有一定壁厚,管径不是很小的话,建议采取GTAW+SMAW。SMAW:焊条采用R337,规格可以按实际情况来定。焊接完成后清理飞溅,加热至350~450℃,保温并缓冷的后热措施。12Cr1MoV 采用相应成分的耐热钢焊条,如R310、R312、R317、R316Fe,焊前预热250~350℃,焊后回火处理710~750℃。焊补缺陷或焊后不能进行热处理时,也可采用奥氏体钢焊条,如A302、A307。这时,由于焊缝与母材膨胀系数不同,同时在长期高温工作时还可发生碳的扩散迁移现象,而易于导致在融合区发生破坏。


