




想要一睹大口径不锈钢焊管支持定制产品的风采吗?这个视频将用直接的方式展示产品的卓越性能,保证让您大饱眼福。
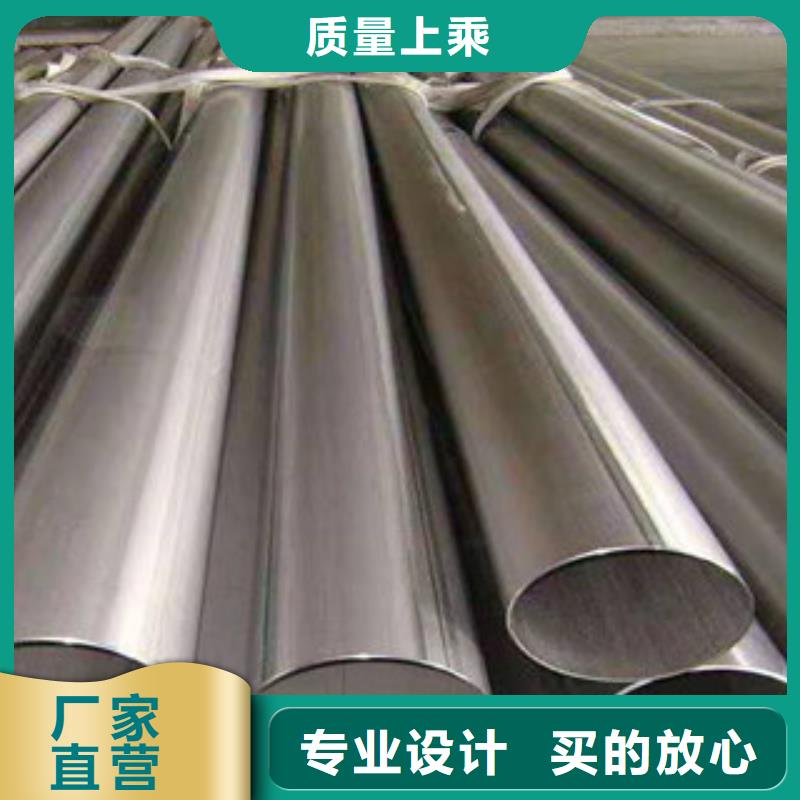
以下是:大口径不锈钢焊管支持定制的图文介绍
福伟达管业有限公司(安顺分公司)视 316l不锈钢板产品质量如同企业生命,从 316l不锈钢板原材料采购到产品加工、组装、调试、生产层层把关,以优越的 316l不锈钢板产品质量,优惠的销售价格,优良的售后服务走向市场。经营宗旨:以较科学的理论,设计制造出 316l不锈钢板来满足客户的需求:同样的价格比质量,同样的质量比服务;让您买的放心,用的舒心。


不锈钢管与管板连接头的连接是换热器制造的关键工序,有强度胀接、强度焊和胀焊结合三种连接方法,但经常采用不锈钢管与管板胀焊结合的连接方法。是先焊后胀还是先胀后焊,至今仍有争论。 1、先焊后胀工艺的优点及应用 换热器制造厂历来多采用先焊后胀工艺,而较少采用先胀后焊工艺。究其原因是与使用机械胀接法作为主要的胀管手段密切相关。因为在机械胀管过程中,存在着摩擦并产生大量的热必需用机油来润滑和冷却,油液渗浸进入胀接接头的缝隙,要彻底干净十分困难。夹缝中油水等杂物的存在,焊接时易于形成气体,而这些气体来不及逸出便存在于焊缝中。另一方面胀管区又往往堵塞了排气通道,增加了焊缝中生成气孔的可能性。采用先焊后胀工艺则可以避免上述不利因素,特别是对于钛材和某些有色金属,要求焊接的基本条件十分严格,不允许油水和铁离子污染,选择先焊后胀工艺更易保证焊缝质量。 2、先焊后胀工艺的缺点分析 ①机械胀接法存在着固有的缺点,各管之间长度不一,连接强度和紧密性不均;胀管接口的内表面产生硬化现象,给重复补胀带来困难;管与管板材料的胀接的相容性有一定的限制,如:钛管与碳钢的胀接、铝管与碳钢的胀接等均受到了限制;劳动生产率低,而且小管径或厚壁管的胀接较困难等。②管口环形焊道不均匀,由于不锈钢管与管板之间存在着0.2~0.5mm的装配间隙,而且总是偏心配置,加上不锈钢管与管板孔的加工偏差,造成每一个管口的环形焊道不均匀。对于薄壁管很容易焊穿。③存在一段长15mm的非胀管区,GB151-99规定胀管区与焊缝的距离为15mm,目的是为了避开胀管力对焊缝的破坏。此非胀管区内存留着气体,当换热器受热后其体积膨胀,产生强大的压力,可能对焊缝或胀接造成破坏。另外为了充分利用管板的设计厚度,管板厚度内的胀管区总是越长越好。长15mm的非胀管区,对于厚管板而言,消极效果不明显,但对于薄管板,则不可小视。④不锈钢管伸长损伤焊缝,机械胀管使管壁减薄,不锈钢管伸长,对焊缝损伤。⑤焊接时在管口处形成焊瘤,管口收缩和变形给以后的胀管作业带来困难。为了使管接头顺畅地进入管孔中,则有必要对管口焊接提出较高的要求。

不锈钢管在现在的生活中随处可见,大家也慢慢知道、了解不锈钢产品,无论您是内行还是外行对不锈钢管直接的观察就是看它的光泽度,大家见得不锈钢管多了就会发现,同样花型的不锈钢管为什么有些看起来亮亮的,有些却有些暗淡呢?今天就简单跟大家说下都有哪些原因会影响管材的光泽。 一、原材料的质量-好的原材料才生产出好产品,好的钢带元素含量稳定自然生产出来的不锈钢管就亮,而劣质的钢带生产出的不锈钢管元素含量不稳定所以管材暗。 二、制造工艺-生产过程中的抛光环节对不锈钢管的光泽度有着直接的影响。 三、不锈钢管厚度-厚度在0.52-1.1毫米的不锈钢管,抛光出来的效果 ,因为偏薄和偏厚抛光力度都比较难拿捏,力度大薄管会变形,力度小厚管抛光力度达不到。


从不锈钢钢管材料组织成分平衡图可以看出,铁素体(α相)只能固溶0.1%以下的氮,因此,钢在氨气中加热时就形成铁的氮化物。在氮化表面形成的这些氮化物饱和层,作显组织观察时,由于它不受所用侵蚀试剂腐蚀,故呈现为白亮层。白亮层容易剥落,所以,氮化后必须用精加工除去,因此可以把白亮层看做伴随氮化产生的一种缺陷。用氨气进行氮化,通过分解产生的原子氮被钢吸附和扩散,再和存在于钢内的Al、Cr等结合形成细小的化合物,在铁素体晶粒内引起很大畸变而使之硬化。未参与氮化的氮变成惰性分子态氮从炉中排出。不锈钢管 图中所示是混合气氛与不同温度下处于平衡的Fe-N相的关系。所以,氨的分解气和氨气的混合气体,即NH3+N2+H2的氮化气氛,可以获得具有与氨分压或者说是氨的分解率相对应的氮化铁表面的氮化层。图中所示是不锈钢钢管在500℃与550℃氮化24小时的情况下,氨的分解率、氮化量以及表面生成相间的关系。从以上结果可以看出,不在生成白亮层的氮化条件下,就不能获得充分的氮化效果。二段氮化法在氮化后期用高分解率的气氛,仅能促进氮在钢中的扩散,试图减轻白亮层。但需要注意的是,与此同时氮化铁容易从晶界上成网状析出,而成为发生剥落的原因。



