


我们为您呈现了一部精彩绝伦的螺旋聚乙烯醇纤维价格多少直供厂家产品视频,让您感受产品的独特之处。
以下是:香港螺旋聚乙烯醇纤维价格多少直供厂家的图文介绍

止水铜片紫铜止水焊接,通常采用搭接焊的方式,香港止水铜片一般搭接长度不小于20mm,而焊接采用的焊条对焊接的工艺会有一定的影响。采用母材剪条焊接时,由于同时紫铜材料,熔点高,止水的厚度都小于2毫米,火焰功率小则紫铜板不熔化,火焰功率大则紫铜板容易被烧穿,极难操作掌握。使用H01-12型焊枪,1毫米厚的铜板用2号嘴,2毫米的铜板用4号、5号嘴。采用中性焰将紫铜板接缝处加热至表面熔化,似汗珠出现时,加入焊条同时熔化,逐步前移,由于焊接过程中铜板容易被氧化,形成氧化亚铜对焊缝产生危害,所以要不断的用焊条粘上硼砂加入焊缝中。 采用黄铜焊条焊接时,由于黄铜焊条熔点较低,母材不需熔化,属于硬钎焊,所以操作简单点,将铜止水加热至亮红色,900℃-1000℃时,加入黄铜焊条,使熔化的黄铜焊条,将上下紫铜止水的边沿粘接牢固,焊接完成后,将焊缝加热后用冷水急冷,可以提高焊接接头的塑性和韧性,通常叫水韧处理。 将止水跟前的钢筋安装一根,用铅丝将止水顶部固定于钢筋上,以防止被风吹倒。焊接完成后,待焊缝冷却下来,用毛刷将紫铜止水带的单面刷上煤油,检查是否有渗漏现象,如有渗漏现象则马上补焊。 但是前者是传统焊法,是 性接头,不可分开,而后者属于钎焊,用火焰烧烤则可将母材分开,预埋进大坝之后,他的抗拉次数肯定不及前者,即折叠次数肯定小于前者。另钢筋窄间隙焊方面,钢筋搭接焊规定焊缝长度为10倍d,即10倍于钢筋的直径,而钢筋窄间隙焊缝却只有1倍于钢筋直径,又采用同样的焊接材料,同样的焊接设备,没有给焊缝添加任何合金元素,因此在做强度试验时没钢筋接头被从焊缝处拉断,虽然强度达到要求,但还是从焊缝处拉断。实验室的师傅说:焊缝不合格的,从试验角度分析,应该是母材拉断而焊缝不断才认为合格。本人认为那不可能,因为钢筋窄间隙焊是两根钢筋端部的焊接,焊接时采用小电流则钢筋端部熔合不好,采用大电流施焊,焊缝始终处于过热状态,合金元素烧损严重,所以焊缝金属机械性能肯定低于母材。


金鸿耀工程材料(香港分公司)服务优势
售前的【硬式透水管】服务团队,为客户提供售前产品咨询服务和售后【硬式透水管】产品保障服务。
售中积j i与客户洽谈业务合作、无偿进行现场技术交流、实地考察、【硬式透水管】产品设计。
售后完善的售后服务,公司成立10多人的【硬式透水管】售后团队服务覆盖全国各地。



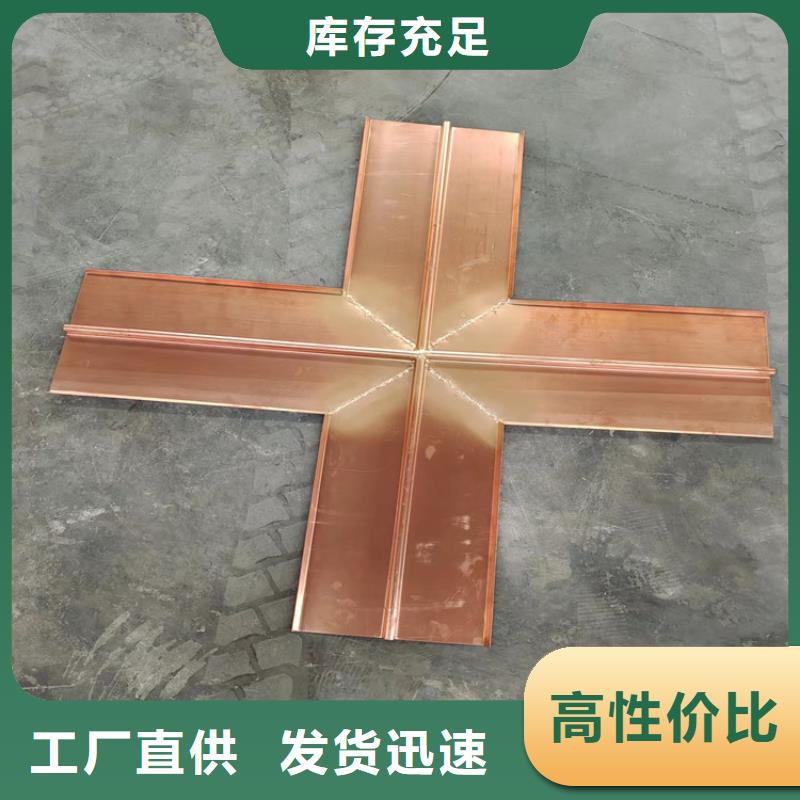
在铜片止水(其他金属止水材料,香港止水铜片如钢板止水带、不锈钢止水带等)的加工成型过程中,加工硬化和加工残余应力是使铜片止水破坏的重要原因,特别是形状结构较复杂的部件,如铜止水接头的T型接头、十字型接头,更容易使铜片破坏。制定加工工艺时,可采取分级模压、加温的方法减小加工硬化和加工残余应力的影响, 必要时可退火残余应力。但接头连接的方法不采用黏结剂接头,因为其黏结强度低,耐老化性能差,随时间容易变硬、变脆。采用硫化、焊接方法时,止水带的接头质量与硫化、焊接工具、模具、焊接工艺等因素有关。 目前工程中一般采用T2M态(软态)铜材轧制为铜止水片。与硬态铜相比,软态铜具有较大的延伸率,适应接缝变形能力好。同时,在长兴加工时不宜发生破坏。DL/T5115中曾规定铜片的伸长率不小于20%,而GB/T2059规定铜片的延伸率不小于30%。在实际的应用过程中,尽量使止水铜片的延伸率满足30%的要求。 在铜止水片上复合密封止水材料可以提高抗绕渗能力。根据实验结果,当无接缝位移时,在混凝土中埋入深度为20cm的止水铜片,在1.5MPa的水压力作用下将发生绕渗。在该铜片上复合宽度为10cm、厚度为3mm的GB塑性止水材料,当铜片止水与混凝土之间发生1.0cm的相对错动时,在2.5MPa在水压力作用下仍然没有发生绕渗。GB复合型止水铜带可以减少绕渗


香港止水铜片是一家大型的止水铜片生产厂家,香港止水铜片专业生产各种型号规格的紫铜铜止水材料。免费提供加工成型技术(如:W形、F型、U型、圆弧型、接头等)。下面主要分享铜加工技术的发展趋势。 当今世界铜加工技术已经发展到了一个新的高度,生产线的连续化、自动化程度很高,成材率和能耗都已经控制在较好的水平。尽管如此,国内外铜加工行业仍在不断研究开发短流程、节能降耗、率的加工技术。与此同时,十分重视生产环节中每一具体作业技术的精细化,从而使生产过程更加稳定、可靠,制品质量更加稳定、一致。 经过几十年的发展,特别是近十多年的努力,中国铜加工技术已不再是亦步亦趋的跟随者,而是在某些方面有所突破、有所贡献的参与者,成为世界铜加工业的重要组成部分,并对世界铜加工技术和行业发展产生了重要影响。应该说,我国对上引连铸技术、带坯水平连铸技术、管材串联拉伸技术、连续挤压技术、潜流转炉、电磁搅拌、多头连铸技术等的发展都作出了重要贡献。但是我国在许多方面特别是在感应体技术、板带箔生产技术等方面与世界先进水平还有较大的差距。 因此,我国铜加工技术发展的总体趋势仍然是借鉴国外的先进经验,消化吸收国外先进技术,并进行再创新。在提高产品质量等级、提高成品率和生产效率、注重环境保护、节能降耗上下工夫,缩小与国外先进水平的差距。 具体的发展方向如下: 1、应当充分重视原料处理技术的改进。如废旧料的分选技术、净化技术,提高原料的纯净度和利用率。充分重视铜金属再生技术的开发研究,充分、方便地回收利用旧家电、旧汽车等废弃物中的铜资源,降低原料成本。 2、应当重视铜及铜合金感应熔炼的感应体技术研究,提高熔炼效率,降低能耗。重视炉衬材料和筑炉技术的研究,进一步提高炉衬材料和筑炉技术的标准化水平,提高熔炉的寿命。进一步改进转炉方法,推广潜流转炉技术;进一步改进熔体覆盖和保护技术,寻找更加、环保的覆盖剂,减少熔体吸气和污染。进一步推广电磁辅助技术的应用范围。进一步开展活泼元素加入方式及其含量控制方法的研究,提高活泼元素的实收率和合金成分的均匀性。应当特别重视各种铸造过程的数值模拟技术的研究,开发系统软件并指导和改进结晶器设计及铸造工艺,提高铸锭质量。进一步研究近终成型连续铸造一冷加工的短流程生产工艺和技术,实现生产方式的重大突破。



