




以下是我们上传的6061铝合金方矩管加工视频,视频介绍比图文介绍更直观一些,您可以点击观看。
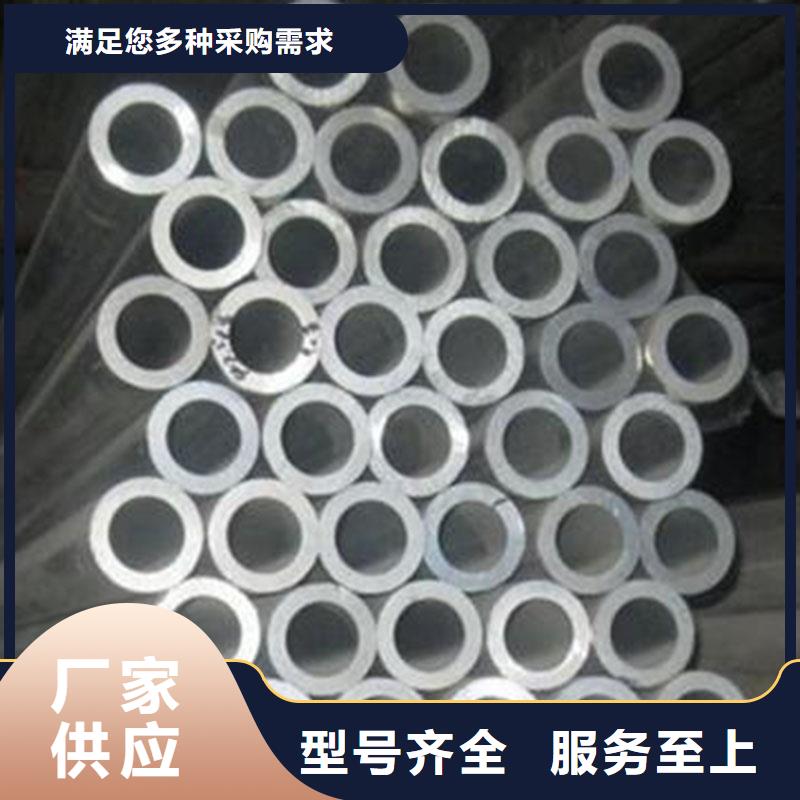
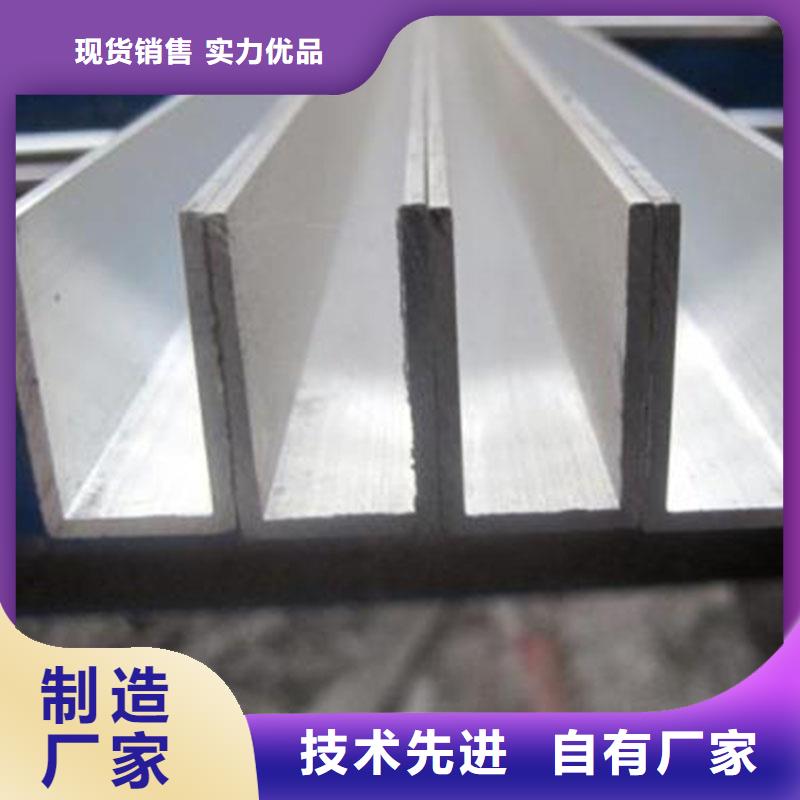
以下是:6061铝合金方矩管加工的图文介绍


恒金属材料销售 (大兴安岭市分公司)主营: 檐沟。 公司产品质量过关,价格优惠,欢迎来电咨询,相信我们精心的努力,完善的服务体系,一定会得到大众的认同。我们始终奉行“质量di yi、诚信为本、开拓进取、客户至上”的经营理念为宗旨,并热情欢迎新老客户与我们建立长久的业务,谋求双赢。 z u i主要的是我们价格很优惠,质量很过关!量大的还可以价格从优!总之我们的服务宗旨是质量di yi,薄利多销!李经理



铝合金元素分析,各种元素各尽其能---铜元素:铝铜合金富铝部分548时,铜在铝中的zui大溶解度为5.65%,温度降到302时,铜的溶解度为0.45%。铜是重要的合金元素(铝合金元素分析),有一定的固溶强化效果,此外时效析出的CuAl2有着明显的时效强化效果。铝合金中铜含量通常在2.5%~5%,铜含量在4%~6.8%时强化效果zui好,所以大部分硬铝合金的含铜量处于这范围。铝铜合金中可以含有较少的硅、镁、锰、铬、锌、铁等元素。硅元素:Al—Si合金系富铝部分在共晶温度577时,硅在固溶体中的zui大溶解度为1.65%。尽管溶解度随温度降低而减少,介这类合金一般是不能热处理强化的。铝硅合金具有极好的铸造性能和抗蚀性。若镁和硅同时加入铝中形成铝镁硅系合金,强化相为MgSi。镁和硅的质量比为1.73:1。设计Al-Mg-Si系合金成分时,基体上按此比例配置镁和硅的含量。有的Al-Mg-Si合金,为了提高强度,加入适量的铜,同时加入适量的铬以抵消铜对抗蚀性的不利影响。Al-Mg2Si合金系合金平衡相图富铝部分Mg2Si在铝中的zui大溶解度为1.85%,且随温度的降低而减速小。变形铝合金中,硅单独加入铝中只限于焊接材料,硅加入铝中亦有一定的强化作用。镁元素:Al-Mg合金系平衡相图富铝部分尽管溶解度曲线表明,镁在铝中的溶解度随温度下降而大大地变小,但是在大部分工业用变形铝合金中,镁的含量均小于6%,而硅含量也低,这类合金是不能热处理强化的,但是可焊性良好,抗蚀性也好,并有中等强度铝合金元素分析。镁对铝的强化是明显的,每增加1%镁,抗拉强度大约升高瞻远34MPa。如果加入1%以下的锰,可能补充强化作用。因此加锰后可降低镁含量,同时可降低热裂倾向,另外锰还可以使Mg5Al8化合物均匀沉淀,改善抗蚀性和焊接性能。锰元素:Al-Mn合金系平平衡相图部分在共晶温度658时,锰在固溶体中的zui大溶解度为1.82%。合金强度随溶解度增加不断增加,锰含量为0.8%时,延伸率达zui大值。Al-Mn合金是非时效硬化合金,即不可热处理强化。锌元素:Al-Zn合金系平衡相图富铝部分275时锌在铝中的溶解度为31.6%,而在125时其溶解度则下降到5.6%铝合金元素分析。锌单独加入铝中,在变形条件下对铝合金强度的提高十分有限,同时存在应力腐蚀开裂、倾向,因而限制了它的应用。在铝中同时加入锌和镁,形成强化相Mg/Zn2,对合金产生明显的强化作用。Mg/Zn2含量从0.5%提高到12%时,可明显增加抗拉强度和屈服强度。镁的含量超过形成Mg/Zn2相所需超硬铝合金中,锌和镁的比例控制在2.7左右时,应力腐蚀开裂抗力zui大。


铝型材挤压加工型材模具的制造,也是决定其品质和使用寿命的关键因素之一。由于铝挤压工模具具有一系列特点,因此对铝型材模具制模技术需要很高的要求:1、由于铝合金挤压加工模具的工作条件十分恶劣,在挤压过程中需要经受高温、高压、高摩擦的作用,因此,要求使用高强耐热合金钢,而这些钢材的熔炼、铸造、锻造、热处理、电加工、机械加工和表面处理等工艺过程都非常复杂,这给模具加工带来了一系列的困难。铝型材挤压加工工艺模具的制造要求:2、为了提高铝型材挤压加工模具的使用寿命和保证产品的表面品质,要求模腔工作带的粗糙度达到0.8-0.4μm,模子平面的粗糙度达到1.6μm以下,因此,在制模时需要采取特殊的抛光工艺和抛光设备。3、由于挤压产品向高、精、尖方向发展,有的型材和管材的壁厚要求降到0.5mm左右,其挤压铝制品公差要求达到±0.05mm,为了挤压这种超高精度的产品,要求模具的制造精度达到0.01mm,采用传统的工艺是根本无法制造出来的,因此,要求更新工艺和采用新型专用设备。例如:数控车床,数控加工中心以及慢走丝加工等先进高精密度加工设备。4、铝型材断面十分复杂,特别是超高精度的薄壁空心铝型材和多孔空心壁板铝型材,要求采用特殊的挤压模具结构,往往在一块模子上同时开设有多个异形孔腔,各截面的厚度变化急剧,相关尺寸复杂,圆弧拐角很多,这给模具的加工和热处理带来了很多麻烦。5、铝型材挤压加工产品的品种繁多,批量小,换模次数频繁,要求模具的适应性强,因此,要求提高制模的生产效率,尽量缩短制模周期,能很快变更制模程序,能准确无误地按图纸加工出合格的模具,把修模的工作量减少到*低程度。6、由于铝型材挤压加工产品应用范围日趋广泛,规格范围十分宽广,因此,有轻至数千克的、外形尺寸为100mm×25mm的小模子,也有重达2000kg以上的、外形尺寸为1800mm×450mm的大模子。有轻至几千克的、外形尺寸为65mmx800mm的小型挤压轴,也有重达100t以上、外形尺寸为2500mmx2600mm的大型挤压筒。模具的规格和品质上的巨大差异,要求采用完全不同的制造方法和程序,采用完全不同的加工设备。7、挤压工模具的种类繁多,结构复杂,装配精度要求很高,除了要求采取特殊的加工方法和采用特殊的设备以外,尚需采用特殊的工装卡具和刀具以及特殊的热处理方法。8、为了提高模具的品质和使用寿命,除了选择合理的材料和进行优化设计以外,尚需采用*佳的热处理工艺和表面强化处理工艺,以获得适中的模具硬度和高表面品质,这对于形状特别复杂的难挤压制品和特殊结构的模具来说显得特别重要。综上所述,铝型材挤压加工模具的加工工艺不同于一般的机械制造工艺,而是一门难度很大、涉及面很广的特殊技术。为了制造出高质量和高寿命的模具,除了要选择和制备优质的模具材料外,尚需要制定合理的冷加工工艺、电加工工艺、热处理工艺和表面处理工等。


