





不要错过我们上传的H型钢-C联系厂家视频!它将为您提供比图文更直观、更的产品介绍,点击观看,让您轻松了解产品详情。
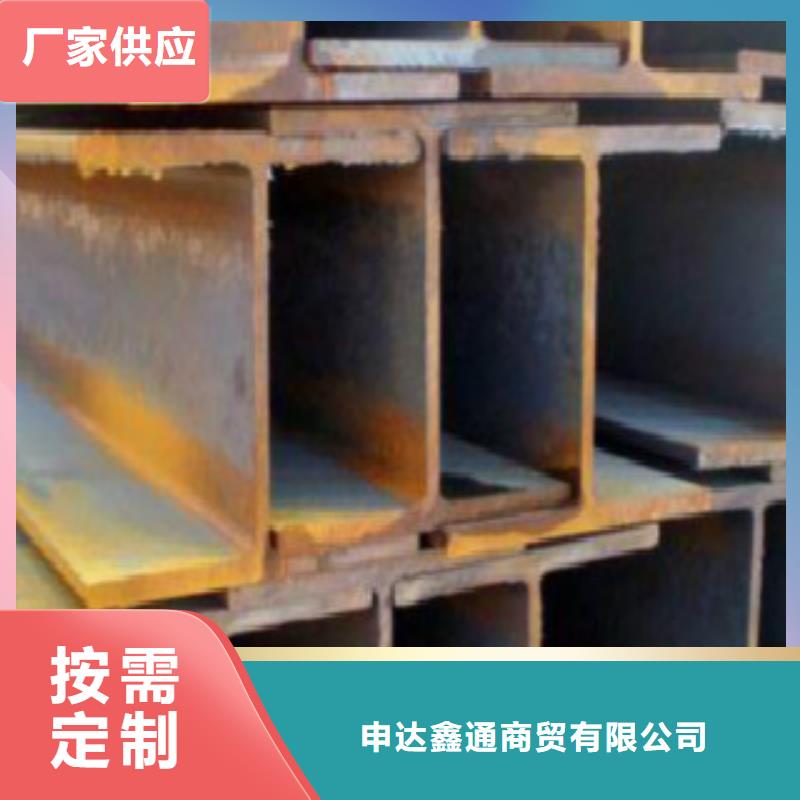
以下是:贵州H型钢-C联系厂家的图文介绍

H型钢组立合格后吊入龙门式自动埋弧焊接机上进行焊接。焊接前应焊缝区域存 在的铁锈、毛刺、氧化物、油污等杂质。首先在两端加装与构件材质相同的引弧板和熄弧板,焊缝引出长度不应小于50。
再用陶瓷电加热器将焊缝两侧100mm范围内进行预热,预热温度为80到120°C,加热过程中用红外线测温仪进行测量,防止加热温度过高,待加热至规定温度后即可进行焊接。焊接方法采用门式埋弧焊进行自动焊接。
如果板厚小于40mm,则每道焊缝一次焊满,然后进行相应的翻身,如果腹板厚度大于40mm,则每道焊缝一次不要焊满,通过多次的翻身转动,来减少焊接变形。进行埋弧焊焊接时,焊脚高度应满足设计图纸要求,焊接过程中应观察焊丝的位置,及时调整,避免焊丝跑偏。
焊接过程中如发生断弧,接头部位焊缝应打磨出不小于1:4的过渡坡才能继续施焊。焊接完成后,除去焊缝表面熔渣及两侧飞溅物,用气割割除引弧板和引出板,将割口修磨平整,严禁用锤击落。
再用陶瓷电加热器将焊缝两侧100mm范围内进行预热,预热温度为80到120°C,加热过程中用红外线测温仪进行测量,防止加热温度过高,待加热至规定温度后即可进行焊接。焊接方法采用门式埋弧焊进行自动焊接。
如果板厚小于40mm,则每道焊缝一次焊满,然后进行相应的翻身,如果腹板厚度大于40mm,则每道焊缝一次不要焊满,通过多次的翻身转动,来减少焊接变形。进行埋弧焊焊接时,焊脚高度应满足设计图纸要求,焊接过程中应观察焊丝的位置,及时调整,避免焊丝跑偏。
焊接过程中如发生断弧,接头部位焊缝应打磨出不小于1:4的过渡坡才能继续施焊。焊接完成后,除去焊缝表面熔渣及两侧飞溅物,用气割割除引弧板和引出板,将割口修磨平整,严禁用锤击落。


申达鑫通代理马钢焊接h型钢:申达鑫通代理H型钢Q345BH型钢Q235BH型钢Q355BH型钢Q345DH型钢Q355CH型钢Q345DH型钢
马钢是我国特大型钢铁联合企业之一,安徽省 的工业企业之一,位于长江之滨,地理位置优越,交通快捷便利,素有"江南一枝花"的美誉,产品覆盖板、线、型、轮。现有在职职工7万人,离退休职工3.3万人。
1993年马钢作为我国首批9家规范化股份制试点企业之一,成功地进行了股份制改制,重组分立为马鞍山马钢总公司和马鞍山钢铁股份有限公司,马鞍山钢铁股份有限公司分别在香港联交所和上海证券交易所上市。1998年,马钢总公司改制为马钢(集团)控股有限公司。
马钢是我国特大型钢铁联合企业之一,安徽省 的工业企业之一,位于长江之滨,地理位置优越,交通快捷便利,素有"江南一枝花"的美誉,产品覆盖板、线、型、轮。现有在职职工7万人,离退休职工3.3万人。
1993年马钢作为我国首批9家规范化股份制试点企业之一,成功地进行了股份制改制,重组分立为马鞍山马钢总公司和马鞍山钢铁股份有限公司,马鞍山钢铁股份有限公司分别在香港联交所和上海证券交易所上市。1998年,马钢总公司改制为马钢(集团)控股有限公司。



申达鑫通商贸(贵州省分公司)发展方向是:提高 无缝钢管产品质量,力创凯宸品牌;增加技术投入,完善系列 无缝钢管产品;加强售后服务,构筑销售网络。
竭诚欢迎各界同仁惠顾!


