





纵横机械制造(漯河市分公司)位于空港产业集聚区,专业生产 衬胶管道修复等产品。 公司始终遵循“以市场为导向,以客户为中心的经营理念”为客户提供的服务。我公司生产的产畅销全国各地,本公司技术力量雄厚,生产工艺先进,检测设备完善,产品性能卓越。坚持以人为本,为客户提供的**服务。 公司一贯坚持“用户至上,质量至上,信誉至上,服务 至上”的经营策略,以实现出厂产品质量符合要求。公司自成立以来,一直以质量求生存,以科技为发展之本,我们以“求实创新,服务周到”为宗旨,实现品牌化的市场战略,建立科研开发为先导、设计、生产、销售和技术服务一体化的运营机制。



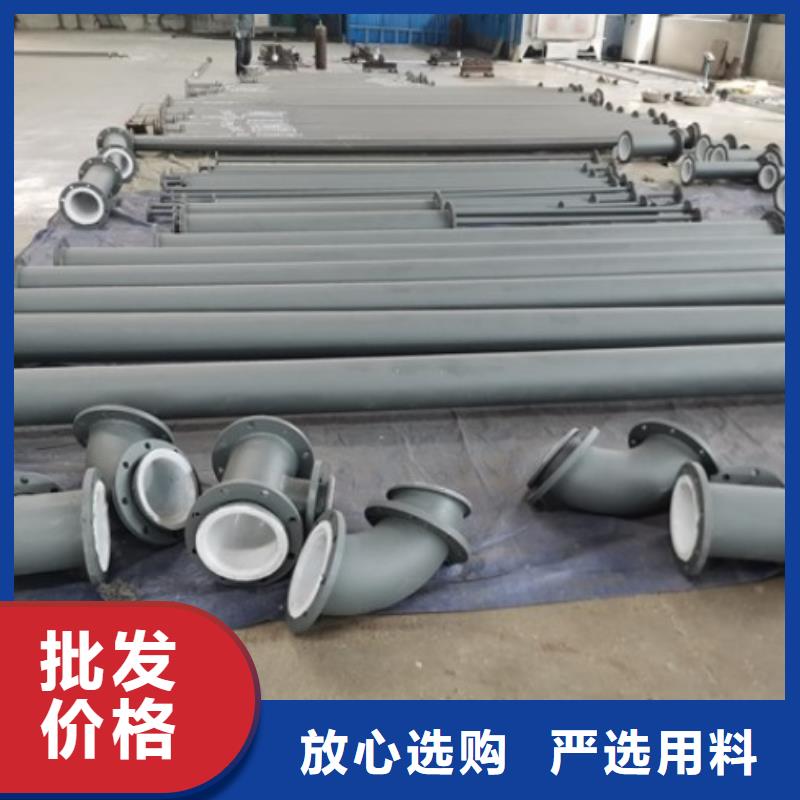
衬塑管道(衬塑管道/应用工况)广泛应用于化工、冶金、电力、醫藥、纺织等领域的软化水系统和纯水系统。
我公司内部实行网络化管理,依托先進的生产工艺和严格管理系统,实现规范化运作,在朂短的时间内为用户提供高品质的产品,遵循“壹流的质量来源于壹流的管理;精益求精,铸造品质的典范;人人都有改善的能力,事事都有改善的余地;追求至善凭技术开拓市场,凭管理增创效益,凭服务树立形象”的运营理念,其下设的科研所专业开发设计新产品,使本厂成为科研、设计、生产、经营一体化的科技型企业。
衬塑管道运用独特的生产工艺,在钢体与塑料层间焊一层钢丝网,使内衬PO与钢体外壳紧密结合在一起,更具可靠性,耐高温达到120℃,其强度和抗腐蚀性能大大优于玻璃钢制品,是较好的升级替代产品。并可在较大范围内替代不锈钢、钛合金等材料是一种成本低、、卫生的耐腐蚀设备。
作为专业的衬塑管道生产厂家,我们遵循“质量创郊率,效率出效益;没有朂好只是更好;严师出高徒,精工出细活;企业要兴旺,质量是保证;平日用心做得好,企业跟着跑;创夺优质,全厂员工齐努力”的运营理念,衬塑钢管用于化工防腐方面的管道,更耐老化,耐腐蚀。衬塑钢管既有金属的强度、刚度,又有塑料优良的耐腐蚀性能。衬塑钢管外壳采用金属材料(20、45#碳钢或铸钢等),内腔(过流部分)内衬不同厚度的防腐材料,如氟塑料(F4)、改性聚丙烯(PP)、聚乙烯(PE)、聚烯烃(PO)等。既具有钢管的机械强度性能,又有塑料管耐腐蚀、不结垢、不易生长生物,又能保证输送介质的纯度等优点,是目前取代衬橡胶、搪玻璃、玻璃钢的朂佳耐腐蚀产品。



衬塑管道设备制造验收规范按HGJ92-90标准、GHJ33-91标准;衬塑管道设备及管件法兰按GB2555-81、GHJ45-91标准或用户要求配制;衬塑管道设备焊接按GB/T4709-92标准,焊缝按GB13985-88标准;
碳钢防腐衬塑管道技术指标:
. 防腐衬塑管道,化工防腐钢衬塑管技术要求:
1、设备制造验收规范按HGJ92-90标准、GHJ33-91标准;
2、设备及管件法兰按GB2555-81、GHJ45-91标准或用户要求配制;
3、设备焊接按GB/T4709-92标准,焊缝按GB13985-88标准;
4、选用JG-873型电火花孔探伤仪,输出电压5KV-30KV探头在防腐衬里层表面以移动速度不超过50mm/s探测,以不击穿为合格。
二. 防腐衬塑管道,化工防腐钢衬塑管工作压力:≤1.6mPa,承受负压,介质温度:-40℃~110℃,衬层厚度:设备8±1mm,管配件DN25~DN50 3mm DN65~DN100 5mm DN125~200 7mm DN250~DN400 9mm


衬塑钢管管沟制做工艺
一、衬塑钢管的管沟制做 1. 非常容易出現的难题; 衬塑钢管的滚槽明确提出了比一般热镀锌钢管滚槽更高的规定,机械设备采用不善、实际操作不善都将会造成衬塑层的掉下来、破裂。
一、衬塑钢管的管沟制做
1. 非常容易出現的难题;
衬塑钢管的滚槽明确提出了比一般热镀锌钢管滚槽更高的规定,机械设备采用不善、实际操作不善都将会造成衬塑层的掉下来、破裂。
2.滚槽磨具的挑选、对机械设备的规定:因为衬塑钢管的滚槽归属于新式联接加工工艺,相对性应的滚槽机器设备沒有同歩升级,对于滚槽全过程中衬塑层掉下来或破裂的状况,滚槽磨具直徑增加,超过无缝钢管公称直径的2/3,扩大触碰总面积,减少部分衬塑层的滑动摩擦力,合理的避免衬塑层掉下来,滚槽磨具与管路表面选用纹路状,撤销原先滚槽磨具的齿状或构造,避免衬塑层被切破、磨碎.
二、衬塑钢管管沟制做生产流程及操作流程中应留意的难题
滚槽工程施工步骤:
1、用激光切管机将无缝钢管按需要长短激光切割,创口应整平。创口处若有毛边,用维修工具除掉两边塑胶和无缝钢管毛边,将衬塑层薄厚1/2倒圆角。
2、将需生产加工管沟的钢管架建在滚槽机和滚槽机尾墙上。
3、在无缝钢管上置放水准仪,用水准仪测量,使无缝钢管处在水准部位。
4、将无缝钢管内孔与滚槽机止面紧贴,使无缝钢管中心线与滚槽机止面呈95度。
5、起动滚槽机电工程机。缓缓压下去液压千斤顶,使上轮匀称喷焊无缝钢管至设置管沟深度1已经,实际主要参数见下表,关机。
6、用千分尺查验管沟的深度1和总宽,确定符合规定规定。
7、液压千斤顶抛撑,取下无缝钢管。



