您的位置>首页 >惠州当地今日热点 >
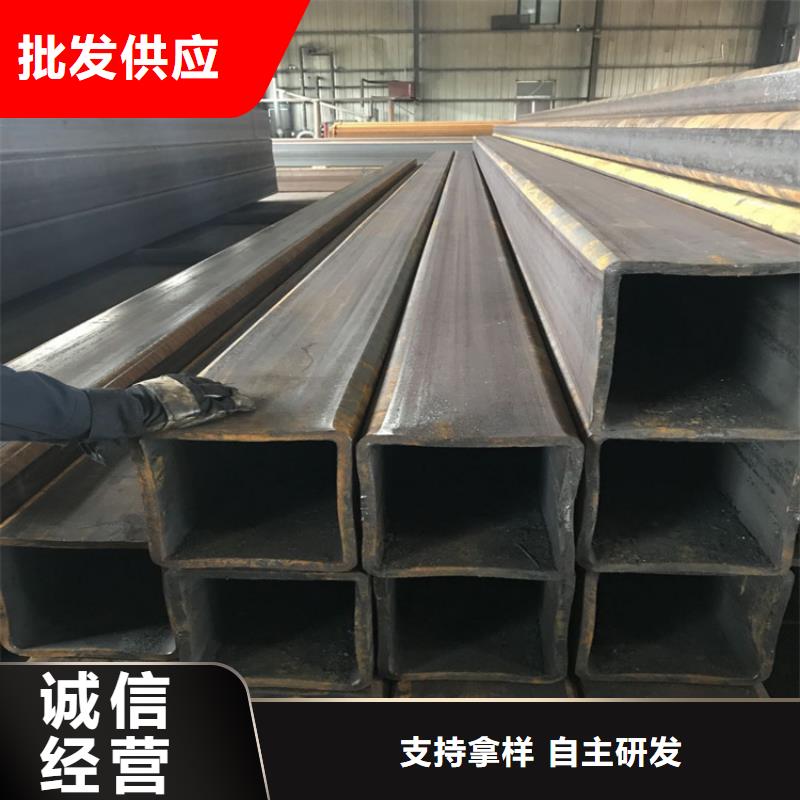
16Mn厚壁方矩管质量好发货快
更新时间: 2025-06-19 01:16:11 ip归属地:惠州,天气:小雨转多云,温度:24-30 浏览次数:9
以下是:广东省惠州市16Mn厚壁方矩管质量好发货快的产品参数
| 产品参数 |
|---|
| 产品价格 | 电议/吨 |
|---|
| 发货期限 | 3天内 |
|---|
| 供货总量 | 562883 |
|---|
| 运费说明 | 电议 |
|---|
| 小起订 | 0.1吨 |
|---|
| 质量等级 | 优 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 齐全 |
|---|
| 产品品牌 | 联众 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 山东 |
|---|
| 加工定制 | 可加工定制 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 693125 |
|---|
| 产品颜色 | 黑色 |
|---|
| 质保时间 | 1年 |
|---|
| 外形尺寸 | 齐全 |
|---|
| 适用领域 | 机械加工等行业 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | 1111 |
|---|
| 产品功率 | 300 |
|---|
| 工作温度 | 300 |
|---|
| 范围 | 16Mn厚壁方矩管发货快生产基地位于【聊城】,供应范围覆盖广东省 广州市、深圳市、珠海市、汕头市、佛山市、湛江市、江门市、韶关市、惠州市、茂名市、汕尾市、东莞市、中山市、潮州市、肇庆市、梅州市、河源市、阳江市、揭阳市、云浮市 惠城区、惠阳区、博罗县、惠东县、龙门县等区域。 |
|---|
以下是:广东省惠州市16Mn厚壁方矩管质量好发货快的图文视频
导读 【联众】以匠心打造多元场景产品,涵盖湛江实心方钢厂家、茂名冷拉异型钢厂家、东莞实心方钢厂家、肇庆冷拉麻花钢厂家、河源螺旋钢管、博罗扁钢、龙门冷拉六角钢厂家等。16Mn厚壁方矩管质量好发货快_联众物资(惠州市分公司)sdlz3715-73,联系人:王经理,经济开发区 发货到 广东省 广州市、深圳市、珠海市、汕头市、佛山市、湛江市、江门市、韶关市、惠州市、茂名市、汕尾市、东莞市、中山市、潮州市、肇庆市、梅州市、河源市、阳江市、揭阳市、云浮市 惠城区、惠阳区、博罗县、惠东县、龙门县。 广东省,惠州市 宋天禧四年(1020年),祯州改名惠州。1368年(明洪武元年),改惠州路为惠州府。清代基本沿明制。1988年1月,撤销惠阳地区,设立惠州市(地级)。惠州在隋唐已是“粤东重镇”,一直以来都是东江流域政治、经济、军事、文化中心和商品集散地,古时即有“岭南名郡”、“粤东门户”之称。惠州市是中国近代抗争史的前沿阵地,曾建立华南抗日战争的主力部队—东江纵队。惠州是东江中下游的中心城市,处在客家文化、广府文化和潮汕文化的交汇地带,各种文化相互交融、兼收并蓄,广东汉剧、渔歌、山歌、舞龙、舞狮、舞春牛、瑶族的舞火狗等各种文化活动盛行。
我们的16Mn厚壁方矩管质量好发货快视频将带您走进产品的生产线,让您亲眼见证产品的每一个制作环节和工艺细节。
以下是:广东惠州16Mn厚壁方矩管质量好发货快的图文介绍


广东惠州方矩管焊接顺序减少变形矩形,焊接顺序应该按照以下原则:先从中间向两边对称分层分段焊接,这样有利于应力扩散和释放,避免了在焊接生产复杂的应力,通过摆动焊接,焊接在开始形成的狭窄区内的塑性变形只发生一次,因为连续的摆动焊接和热量的输入,使加热面积过大,压缩塑性变形引起的面积大,所以焊接的收缩变形较大,广东惠州方矩管分层分段焊接的时候,因为每一节都是很小的,热量也很小,每一层又分为若干段,所以每一焊的跳焊,基本上都是在冷板温度场上重建的,每次在狭窄的塑性变形去相应的分层直焊接纵向收缩率小,而不是通过连续时间的填充摆动使焊接变形小。



联众物资(惠州市分公司)拥有一支成熟的 冷拉圆钢、冷拉扁钢厂家、热轧方钢厂家、热轧扁钢厂家专家队伍,依靠周到专业的服务和丰富的人力资源,已为两千多家企业通过相应的 冷拉圆钢、冷拉扁钢厂家、热轧方钢厂家、热轧扁钢厂家。关注服务品质,创造企业价值,节省客户成本 我们的愿景:传递品质信念,突破行业传统思维模式,构建现代运营体系。


广东惠州方矩管在焊接变形的理论上,我们可以知道,大尺寸的焊缝,就导致变形越大,焊接相同的尺寸,焊接热输入就较大,也会导致变形较大,大长焊缝焊接,焊接变形就会较小,焊缝布置的不对称或者是非对称性的焊接,都会使焊缝偏差更为严重,使其严重的变形。
广东惠州方矩管焊接规范是通过工艺试验和工艺分析,在确定方矩管对接焊缝采用双二氧化碳气体保护电弧焊,焊接层的焊接电流是200-250A,第二层的电弧电压是24-26V,其工艺要求是层焊缝必须能够保证良好的焊接,使其形成,焊接的电流,电弧电压,送丝速度和焊接速度需要更具设备进行调节。



广东惠州方矩管在建筑、钢铁建设、农业和化学机械、玻璃幕墙、机场、太阳能发电支架、电厂、电力工程、汽车底盘、锅炉制造、房屋建设等方面都做出了贡献。
它的主要技术指标有
1.直径:6-150毫米、壁厚0.3-0.4毫米、长度5-10米。
2.表面光滑,不许有折叠、裂缝、分层、搭焊。
3.允许焊缝处厚度增厚和内缝焊筋存在。
4.做机械性能实验和压扁实验以及扩口实验。
5.广东惠州方矩管内压力实验,压力为2.5mpa,保持一分钟不漏。
6.方管两端应平头倒角,打印标记,成品管用六角形捆扎包装后出厂。

总结 今年在广东省惠州市购买16Mn厚壁方矩管质量好发货快有了新选择,联众物资(惠州市分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的16Mn厚壁方矩管质量好发货快产品。如需购买或咨询,请随时联系我们,联系人:王经理,地址:经济开发区。