



联系我们

精密无缝钢管冷拔管真正的源头厂家
更新时间:2025-06-03 03:01:00 ip归属地:本溪,天气:多云转阵雨,温度:13-22 浏览次数:11 公司名称:聊城 龙丽金属材料(本溪市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 390 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 无缝钢管 | 国标 |
| 无缝钢管 | 国标 |



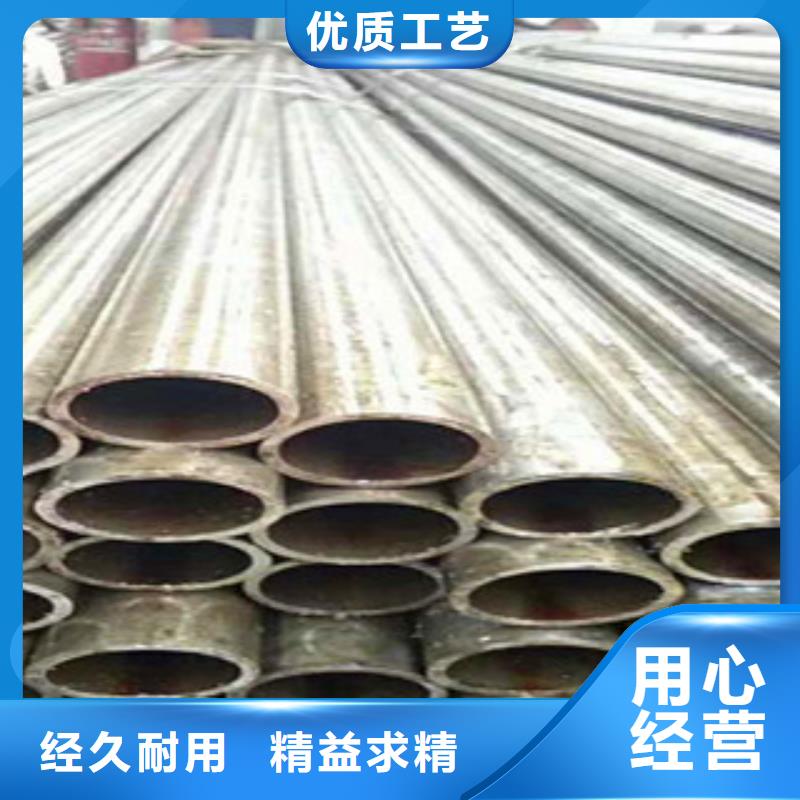



精密钢管的生产方法:
管材的生产方法有热轧(见热轧无缝管)、热挤压(见管材挤压)、焊接以及冷加工(见管材冷轧冷拔)等。无缝精密钢管大都由热轧生产,有色金属管和低塑性高合金精密钢管主要用热挤压法生产。热轧无缝管的主要工序有管坯准备(包括切断和清理缺陷)、定心、管坯穿孔、毛管轧制、荒管精轧等。石油地质管还要经过管端加工工序。在管坯穿孔工序中,由于穿孔方法的不同,穿孔分斜轧穿孔(见二辊斜轧穿孔和三辊斜轧穿孔)、菌式穿孔机穿孔、压力穿孔和推轧穿孔等。穿孔后的毛管按轧管方法的不同分自动轧管机轧管、管材斜轧延伸、周期式轧管机轧管、连续轧管机轧管和顶管。荒管通过精轧得到各种热轧成品管。精轧的方式包括管材均整、管材定径、管材减径和管材热扩径等。

精密钢管反拉力拔管
在拔管模(见冷拔管工具)一侧施加后张力的拔管过程(见管材冷轧冷拔)。
反拉力拔管的特点是:
(1)可减小拔管时作用在管子上的径向压力,以提高空拔时的变形量,增加薄壁管拔制的稳定性;
(2)减少摩擦力,延长工具寿命,改善管材表面质量以及变形在横截面上分布的均匀性,减小残余应力;
(3)轴向张应力的作用,有利于管壁减薄;
(4)有助于实现液体摩擦。
实现反拉力拔管的方法有以下几种
(1)双模拔管,利用入口前模对后模中拔制的管子施加后张力(见图);
(2)卷筒拔管,由给料卷筒施加反拉力,并可调节反拉力大小;
(3)直接在管料尾施加后拉力。此时如管体不动,用移动拔模的方法来实现拔制过程,则节能效果更好。



生产精密钢管管料尺寸的选择
在冷加工管材生产中,管料的尺寸(直径和壁厚)决定着变形道次、成品管尺寸精度和表面质量。在能保证成品管质量的前提下尽可能选用接近成品尺寸的管料。管料的小壁厚应能保证管料和成品管的壁厚差(即总减壁量)能热轧管表面的螺纹道、划道等表面缺陷,改善壁厚不均,以获得尺寸公差和表面质量都符合要求的管材。在冷拔管生产中,冷拔的小总减壁量一般取0.5~1mm。对成品管质量(尺寸精度、表面质量)要求高时也可以将总减壁量取大一些。在可供应条件下,管料的直径一般比成品管的直径大5~20mm。主要是考虑减径量与减壁量的关系,即变形时有一定的减壁量必定有相应的减径量,才能保证顺利实现金属变形。
选择冷轧管料与冷拔的原则基本相同,但在确定管料和中间管尺寸时则要考虑满足冷轧机孔型系统的要求。
道次变形量的选择即确定每个加工道次的变形程度(断面压缩率、延伸系数)、减径量和减壁量。在条件允许时,应选取大的道次变形量,以减少加工道次。选择冷轧管机道次变形量时要考虑轧机主要部件强度、材料塑性、对管材的质量要求等。在实际生产中管材的尺寸精度、表面状态以及工具的寿命等常成为限制道次变形量的因素。为了保证产量和质量,成品道次的变形量应取小一些。在多辊式冷轧管机上道次变形量(特别是减径量)比二辊式冷轧管机的小。



龙丽金属材料(本溪市分公司)发布的 精密光亮钢管信息都经过资质认证, 精密光亮钢管产品和服务质量好,性价比高,为您节省采购成本。

